 OOO "ТЕКНОКОМ-ЮГ"
OOO "ТЕКНОКОМ-ЮГ"
- Главная
- Новое оборудование
- Индустриальные станки
- Оборудование для производства рамочных фасадов
- Фасады под 90°
- BORD DP | Станок для производства рамочных фасадов
BORD DP Станок для производства рамочных фасадов
Вернуться к каталогу оборудования
Фасады под 90°


Cтанок для производства рамочных фасадов под 90° из ДСП, модель «BORD DP».
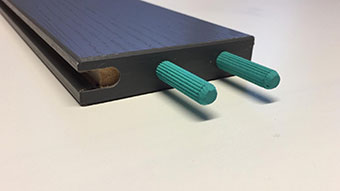
ИЗДЕЛИЕ, ПОЛУЧАЕМОЕ НА СТАНКЕ:





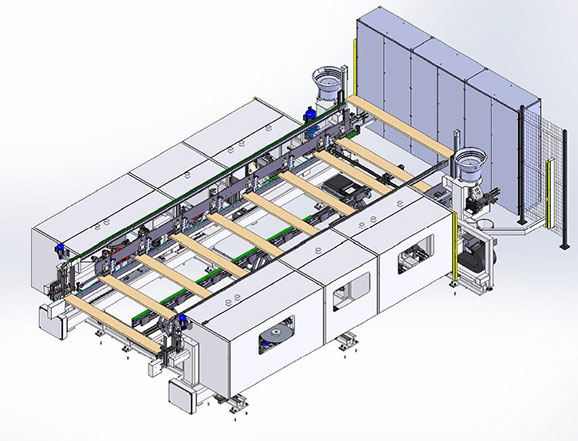
Компоновка станка:
- Вертикальный загрузочный магазин для заготовок, предварительно обрезанных в размер (по центру) с серволифтом.
- Подающие обрезиненные ремни с амортизирующими упорами (слева и справа)
- Группы нанесения антиадгезионной жидкости (слева и справа)
- Группы прифуговки торцов (слева и справа)
- Группы инфракрасных ламп для прогрева заготовок (слева и справа)
- Группы кромкооблицовки (слева и справа)
- Группы фрезеровки паза с торца деталей (слева и справа)
- Группы обрезки свесов наклеенной кромки (слева и справа)
- Группы сверления поперечин в торец (слева и справа)
- Группы впрыска клея и вставки шкантов в торец (слева и справа)
- Группы сверления стоевых по долевой под шканты (слева и справа)
- Серволифт подъёма деталей на ремни возврата заготовок в сторону оператора для последующей разгрузки.
| Размеры деталей: | |
| Длина заготовок (мин. – макс.) | 135 мм – 2.200 мм |
| Ширина заготовок (мин. – макс.) | 50 мм – 150 мм |
| Толщина заготовок (мин. – макс.) | 16 мм – 30 мм |
| Производительность | 7/8 заготовок в минуту |
СТАНИНА
- Несущие балки длиной 4500 мм, изготовленные из стали большой толщины, сваренной электросваркой и нормализованной для обеспечения устойчивости, а затем обработаны на фрезерном центре с ЧПУ.
- 2 базы (левая и правая) несущие на себе обрабатывающие группы. Одна база крепится к балке с правой стороны, а другая – подвижна навстречу первой по всей длине несущих балок.
- Перемещение подвижной базы осуществляется по прямолинейным направляющим с башмаками скольжения на шарико-винтовой паре. Её движение моторизовано и дистанция между базами (а, следовательно, и между правыми и левыми обрабатывающими группами) отображается на дисплее, считываясь через датчик, перемещаемый по магнитной полосе.
- Подвижная база в заданном положении фиксируется механически.
- Перемещение заготовок в станке осуществляется при помощи обрезиненных ремней с амортизирующими упорами.
АВТОМАТИЧЕСКИЙ ЗАГРУЗОЧНЫЙ МАГАЗИН
- вертикальный загрузочный магазин, регулируемый по ширине загружаемого материала
- внутренний серволифт в вертикальном загрузочном магазине. Перед опусканием очередной заготовки из магазина в зону захвата упорами ремней подачи, верхняя стопа деталей фиксируется по высоте в магазине, а заготовка, предназначенная для обработки, отделяется от стопы и опускается в зону подачи при помощи серволифта
- Таким образом, отсутствует трение нижней детали о вышележащую стопу заготовок
- У конкурентов очередная заготовка просто выдвигается толкателями из стопы деталей в магазине.
- То есть, если стопа высокая или тяжелая, а поверхность детали облицована тонкой бумагой, то на её поверхности остаются потёртости.
ГРУППЫ НАНЕСЕНИЯ АНТИАДГЕЗИОННОЙ ЖИДКОСТИ
- Электро-пневматическая система наносит методом распыления анти-адгезионную жидкость
- Жидкость также попадает на торец детали, куда должна будет приклеиваться кромка, однако этот излишек жидкости будет сниматься фуговальной группой
- Нанесенная анти-адгезионная жидкость препятствует налипанию клея на поверхность детали и облегчает ее очистку.
ГРУППЫ ПРИФУГОВКИ ТОРЦОВ
- 4 фрезерных агрегата (2 слева + 2 справа).
- Каждый агрегат с двигателем «Teknomotor» мощностью 2,2 кВт со скоростью вращения 12.000 об./мин.
- Каждый второй двигатель – встречного вращения для выполнения антискольной функции.
- Пневматическое вступление в работу прифуговочной группы.
- Каждый агрегат укомплектован инструментом HW Z2 Ø 60 мм х 84 мм (h)
ГРУППЫ ИНФРАКРАСНЫХ ЛАМП
- Всего 2 лампы (1 слева + 1 справа).
- Предназначена для прогрева торца детали после прифуговки.
- Особенно эффективна в холодное время года.
- Инфракрасная лампа прогревает лишь верхний слой панели. Это позволяет клею лучше растечься под кромкой и сделать видимый шов тоньше и аккуратнее.
- В то же время нагретая панель повышает пенетрационные качества клея, и он лучше проникает в кромку и в деталь.
ГРУППЫ КРОМКООБЛИЦОВКИ
- 2 кромкооблицовочных группы (1 слева + 1 справа).
- Детали облицовываются кромкой в зафиксированном положении.
- Каретка с кромкооблицовочной группой перемещается вдоль торца заготовки с осью, управляемой ЧПУ.
- Моторизованная группа клеенанесения вращается со скоростью, равной перемещению каретки с группой.
- Помимо клеенаносящего приводного валика в группу также входят 2 шт. приводных прижимных валов.
- Толщина кромки 0,4 - 2 мм
КЛЕЕВАННЫ
- Быстросменная клееванна объёмом 1 кг. Клееванна имеет возможность быстрой замены в случае использования клеёв разного цвета или для очистки клееванн без остановки производства.
- Скорость вращения клеевого валика синхронизируется со скоростью движения кромкооблицовочной каретки прямо с пульта управления.
- Регулировка количества клея для нанесения на изделие.
- Внутреннее тефлоновое покрытие для облегчения очистки.
- Подходит для полиуретанового клея в гранулах и термоклея EVA
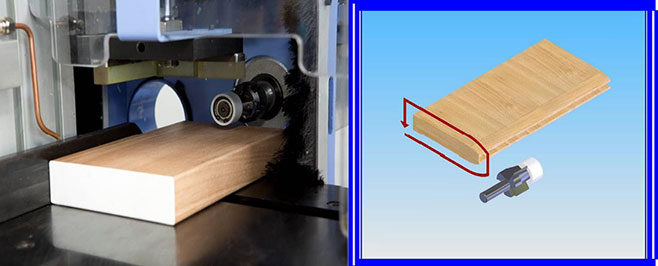
ГРУППЫ ФРЕЗЕРОВКИ ПАЗА С ТОРЦА ДЕТАЛЕЙ
- Группа перемещается в зоне обработки по прямолинейным направляющим с башмаками скольжения на шарико-винтовой паре.
- Двигатель «Teknomotor» мощностью 0,75 кВт со скоростью вращения 18.000 об./мин.
- Обработка осуществляется пальчиковой фрезой, которая входит в комплект поставки.
| Группа осуществляет следующую обработку: | |
| ДЕТАЛЬ ДО ОБРАБОТКИ: | ДЕТАЛЬ ПОСЛЕ ОБРАБОТКИ: |
 | 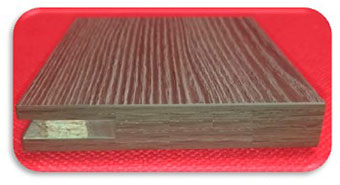 |
ГРУППЫ ОБРЕЗКИ СВЕСОВ НАКЛЕЕННОЙ КРОМКИ
- Группа перемещается в зоне обработки по прямолинейным направляющим с башмаками скольжения на шарико-винтовой паре.
- Двигатель «Teknomotor» мощностью 0,75 кВт ос скоростью вращения до 18.000 об./мин. плавнорегулируемой.
- Контроль перемещения кромкообрезной группы осуществляет ЧПУ по 3-м осям: «Х» (продольная ось), «Z» (вертикальная ось) и «С» (ось обработки в зоне паза)
- При таком контроле ЧПУ группа имеет возможность осуществлять любые периметральные перемещения режущего инструмента при помощи 3-х интерполируемых осей и бесщёточных (бесколлекторных) двигателей.
- Фрезерный инструмент снабжен упорным копировальным подшипником, повторяющим конфигурацию периметра обрабатываемой детали.
ГРУППЫ СВЕРЛЕНИЯ ПОПЕРЕЧИН В ТОРЕЦ
- 2 группы горизонтального сверления (1 слева + 1 справа) с 2-я цифровыми счетчиками позиционирования (оси «Х» и «Y») по магнитной ленте и с отображением позиции на дисплее с точностью ±0,1 мм.
- Двигатель каждой сверлильной группы мощностью 1,1 кВт со скоростью вращения 2.800 об./мин.
- Сверлильная головка на 3 шпинделя с шагом 32 мм, под сверла с цилиндрическим хвостовиком Ø10 мм.
- Группа расположена на салазках, которые перемещаются по прямолинейным направляющим с 4-я башмаками скольжения на шарико-винтовой паре.
- Подача сверлильной головки производится при помощи пневмоцилиндра с контролем ускорения и торможения подачи.
- Точность сверления гарантируется кондукторами.
ДЕТАЛЬ ПОСЛЕ ОБРАБОТКИ:
ГРУППЫ ВПРЫСКА КЛЕЯ И ВСТАВКИ ШКАНТОВ В ТОРЕЦ
- Группы регулируются поперечно (ось «Х») и по высоте (ось «Z»).
- Ø шканта – 8 мм, длина от 40 до 60 мм.
- Межосевое расстояние 32 мм минимум, 64 мм максимум.
- 2 шт. инжектора клея и шкантов с межосевым регулируемым расстоянием.
- 2 вибропитателя подачи шкантов (по 1 шт. слева и справа)
- Клеевой насос с соотношением 1:1.
ДЕТАЛЬ ПОСЛЕ ОБРАБОТКИ:
ГРУППЫ СВЕРЛЕНИЯ СТОЕВЫХ ПО ДОЛЕВОЙ ПОД ШКАНТЫ
- Каждый горизонтальный сверлильный узел состоит из 1-й 3-х шпиндельной головки с шагом 32 мм, цилиндрическим подсоединением сверла Ø 10 мм.
- Каждый сверлильный узел имеет привод от двигателя мощностью 1,1 кВт, 2.800 об./мин.
- Подача сверлильной головки производится при помощи пневмоцилиндра с контролем ускорения и торможения подачи.
- Регулировка каждого сверлильного узла осуществляется по направляющим типа «ласточкин хвост» по осям «Х» и «Y» с позиционированием по магнитной ленте и с отображением позиции (по осям «Х» и «Y» ) на дисплеях с точностью ±0,1 мм.
- Каждая станция сверления смонтирована на салазках, которые перемещаются на 4-х башмаках скольжения на бесконечной шариковой опоре.
ДЕТАЛЬ ПОСЛЕ ОБРАБОТКИ:
Еще станки для производства фасадов под 90 градусов:
- Станок для обработки стоевых профилей фасадов BORD 1
- Кромкооблицовочный центр с ЧПУ BORD 2
- Станок для обработки поперечин FSFS1
- Станок для обработки поперечин рамочных фасадов FSFS2
- Проходная вайма для сборки фасадов SPA 90
- Вайма с автоматической загрузкой SFA 90
- Линия обработки поперечин TRON DS + FSFS DP















 Станок ранее не работал, либо находился в шоу-руме. На такие станки предоставляется гарантия 12 месяцев.
Станок ранее не работал, либо находился в шоу-руме. На такие станки предоставляется гарантия 12 месяцев. Станок в состоянии «Look as new», т.е. станок полностью восстановленный до состояния «как новый», за исключением окраски станка. На такие станки предоставляется гарантия 12 месяцев.
Станок в состоянии «Look as new», т.е. станок полностью восстановленный до состояния «как новый», за исключением окраски станка. На такие станки предоставляется гарантия 12 месяцев. Станок в состоянии «Протестированный, отремонтированный», т.е. на станке заменены вышедшие из строя детали. Станок протестирован. На такие станки предоставляется гарантия 6 месяцев.
Станок в состоянии «Протестированный, отремонтированный», т.е. на станке заменены вышедшие из строя детали. Станок протестирован. На такие станки предоставляется гарантия 6 месяцев. Станок «В рабочем состоянии», т.е. станок протестирован и установлено, что на момент продажи он находится в рабочем состоянии. На такие станки гарантия не предоставляется.
Станок «В рабочем состоянии», т.е. станок протестирован и установлено, что на момент продажи он находится в рабочем состоянии. На такие станки гарантия не предоставляется. Станок в состоянии «Такой как есть», т.е. станок не тестировался и не ремонтировался. Станок продается таким, как его видно на фото. На такие станки гарантия не предоставляется.
Станок в состоянии «Такой как есть», т.е. станок не тестировался и не ремонтировался. Станок продается таким, как его видно на фото. На такие станки гарантия не предоставляется. Станок может быть поставлен полностью восстановленым до состояния «как новый», или же может быть поставлен в какой-либо иной категории состояния. Цена – по запросу.
Станок может быть поставлен полностью восстановленым до состояния «как новый», или же может быть поставлен в какой-либо иной категории состояния. Цена – по запросу.