 OOO "ТЕКНОКОМ-ЮГ"
OOO "ТЕКНОКОМ-ЮГ"
- Главная
- Новое оборудование
- Индустриальные станки
- Оборудование для производства рамочных фасадов
- Фасады под 90°
- SFA 90 | Вайма с автоматической загрузкой
SFA 90 Вайма с автоматической загрузкой
Вернуться к каталогу оборудования
Фасады под 90°


Вайма SFA 90 с автоматической загрузкой для сборки рамочных фасадов с соединением под 90° и типа «французский рез».
- Станок состоит из 2-х частей:
- правая, где находятся оперативные узлы по загрузке, клеенанесению и автоматической подаче в сборочную зону филенок, стоевых и поперечин
- левая, где осуществляется автоматическая сборка и запрессовка собранного фасада
В левой (сборочной) части станка находится сборочный транспортер, автоматически регулируемый по ширине, в зависимости от длины фасада (стоевых). Перемещение подвижного плеча транспортера осуществляется по прямолинейным направляющим с башмаками скольжения на бесконечной шариковой опоре.
- Вайма состоит из 3-х зон обработки:
- зона филенок
- зона поперечин
- зона стоевых
- и 2-х сборочных зон:
- зона автоматической сборки
- зона запрессовки

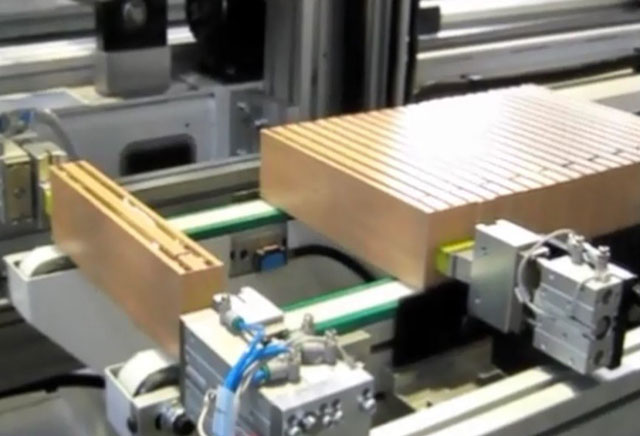
- Зона I / Зона подачи филёнок.
- Оператор укладывает стопу филёнок на транспортер подачи и нажимает педаль старта работы.
- Стопа филёнок доезжает на транспортере до упора, в зоне которого расположен фотодатчик, который останавливает транспортер и активирует работу сборочного комплекса.
- Вакуумный портальный загрузчик начинает перемещать филёнки по одной на параллельный сборочный конвейер.
- Филёнки переезжают в Зону IV – зону автоматической сборки.

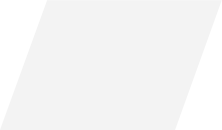
- Зона II / Зона подачи поперечин.
- В зоне подачи поперечин находится ременной конвейер, автоматически раздвигаемый по ширине,
в зависимости от длины поперечин будущего фасада. - Этот конвейер одновременно является загрузочным магазином, куда оператор выкладывает стопу поперечин со вставленными уже шкантами.
- Поперечины укладываются пазом кверху.
- В этой зоне находятся также следующие рабочие агрегаты:
- В зоне подачи поперечин находится ременной конвейер, автоматически раздвигаемый по ширине,
- сепараторы пары поперечин для отделения от пачки 2-х поперечин, в паз которых будет нанесен клей, а затем они будут отправлены в сборочную зону;
- двойной спаренный инжектор клея для прецизионного дозированного одновременного нанесения клея в пазы 2-х штук поперечин;
- вакуумный разгрузчик станции поперечин/загрузчик сборочной зоны с 2-я присосками «Schmalz».
- Зона III / Зона подачи стоевых.
- В зоне подачи поперечин находится ременной конвейер, автоматически раздвигаемый по ширине, в зависимости от длины стоевых будущего фасада.
- Этот конвейер одновременно является загрузочным магазином, куда оператор выкладывает стопу стоевых с уже рассверленными отверстиями по долевой под шкантовое соединение с поперечинами.
- Стоевые укладываются пазом кверху.
- В этой зоне находятся также следующие рабочие агрегаты:
- сепараторы пары стоевых для отделения от пачки 2-х стоевых, в паз и в отверстия по долевой которых будет нанесен клей, а затем они будут отправлены в сборочную зону;
- два двойных спаренных инжектора клея для прецизионного дозированного одновременного нанесения клея в пазы 2-х штук стоевых (одной парой инжекторов) и и дозированного одновременного впрыска клея в отверстия под шканты (второй парой инжекторов);
- вакуумный разгрузчик станции стоевых/загрузчик сборочной зоны с 2-я присосками «Schmalz».

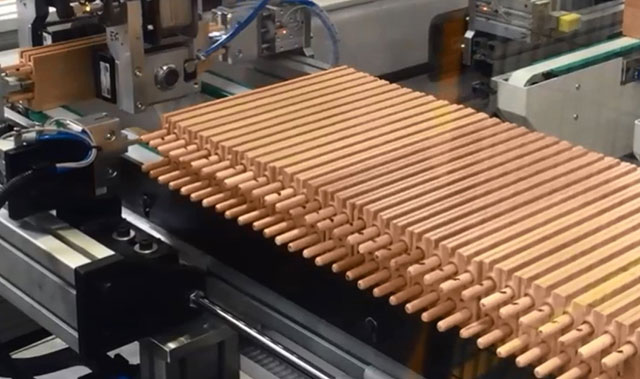
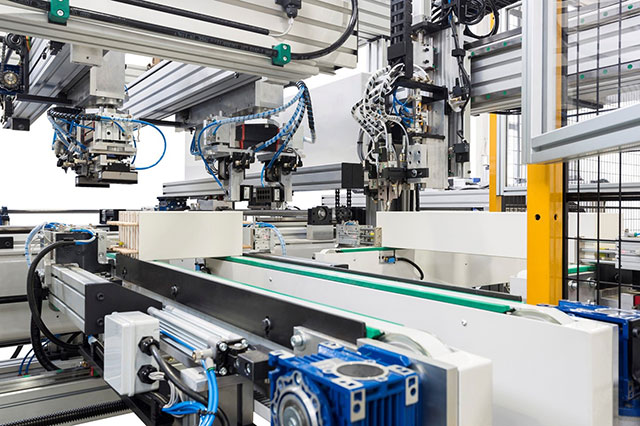
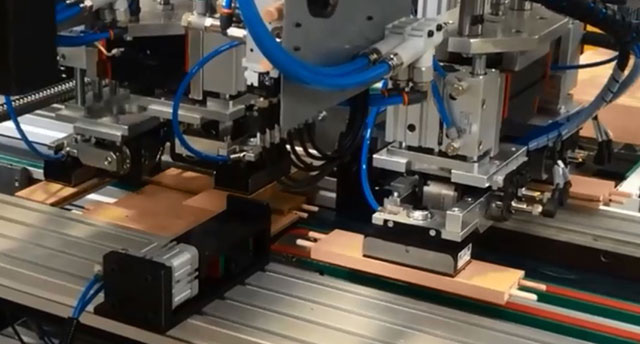 Зона IV / Зона автоматической сборки
Зона IV / Зона автоматической сборки - Зона автоматической сборки представляет собой ременной транспортер с правым плечом (по ходу детали) фиксированным и закрепленным к правой части ваймы, где находятся Зоны I – III, и левым – раздвижным, которое определяет длину фасада.
- В зону сборки прибывает филёнка, слева и справа от которой автоматический разгрузчик зоны подачи поперечин выкладывает 2 поперечины со вставленными шкантами и нанесённым в паз под филёнку клеем.
- После чего балка левого подвижного плеча транспортера подпрессовывает поперечины с филёнкой.
- Затем конструкция переезжает вперед, и здесь уже автоматический разгрузчик зоны подачи стоевых выкладывает спереди и сзади конструкции 2 стоевых с нанесенным клеем в паз под филёнку и в ответные отверстия под шканты поперечин.
- Далее конструкция перемещается в Зону V – Зону автоматической запрессовки.
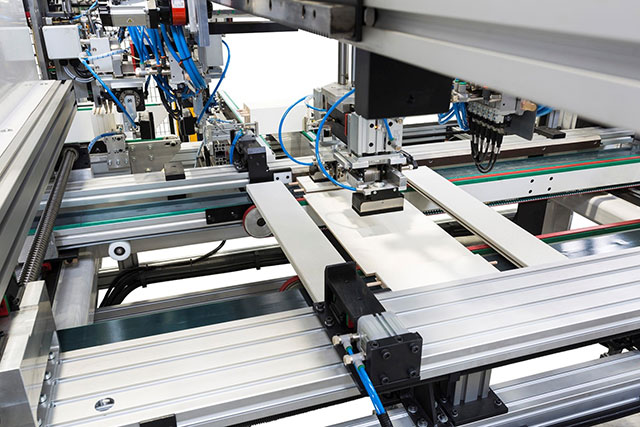
- Зона V / Станция запрессовки
- Конструкция, состоящая из филёнки, 2-х подпрессованных с ней поперечин и 2-х стоевых прибывает на станцию запрессовки.
- Производится допрессовка поперечин с филёнкой, а затем – стоевых с филёнкой и поперечинами.
- Затем передний упор ваймы приподнимается и собранный фасад выезжает по транспортеру за пределы ограждения безопасности ваймы, где вручную может быть снят оператором с транспортера или же перейти по транспортеру на следующую внутрицеховую логистическую цепочку.


Технические характеристики обрабатываемых деталей:
- Мин. размер фасада в сборе: 240 мм х 450 мм
- Макс. размер фасада в сборе: 600 мм х 2.200 мм
Средняя производительность - 6/7 фасадов в минуту.
Общие технические данные станка:
- Все перемещения рабочих групп и узлов осуществляются по прямолинейным направляющим с башмаками скольжения на бесконечной шариковой опоре при помощи бесколлекторных («brushless») двигателей.
- Установочная мощность станка – 6,5 кВт
- Станок укомплектован необходимыми пневматическими клеевыми насосами высокого давления для питания клеевых инжекторов.
Еще станки для производства фасадов под 90 градусов:
- Станок для обработки стоевых профилей фасадов BORD 1
- Кромкооблицовочный центр с ЧПУ BORD 2
- Станок для обработки поперечин FSFS1
- Станок для обработки поперечин рамочных фасадов FSFS2
- Проходная вайма для сборки фасадов SPA 90
- Станок для производства рамочных фасадов BORD DP
- Линия обработки поперечин TRON DS + FSFS DP



















 Станок ранее не работал, либо находился в шоу-руме. На такие станки предоставляется гарантия 12 месяцев.
Станок ранее не работал, либо находился в шоу-руме. На такие станки предоставляется гарантия 12 месяцев. Станок в состоянии «Look as new», т.е. станок полностью восстановленный до состояния «как новый», за исключением окраски станка. На такие станки предоставляется гарантия 12 месяцев.
Станок в состоянии «Look as new», т.е. станок полностью восстановленный до состояния «как новый», за исключением окраски станка. На такие станки предоставляется гарантия 12 месяцев. Станок в состоянии «Протестированный, отремонтированный», т.е. на станке заменены вышедшие из строя детали. Станок протестирован. На такие станки предоставляется гарантия 6 месяцев.
Станок в состоянии «Протестированный, отремонтированный», т.е. на станке заменены вышедшие из строя детали. Станок протестирован. На такие станки предоставляется гарантия 6 месяцев. Станок «В рабочем состоянии», т.е. станок протестирован и установлено, что на момент продажи он находится в рабочем состоянии. На такие станки гарантия не предоставляется.
Станок «В рабочем состоянии», т.е. станок протестирован и установлено, что на момент продажи он находится в рабочем состоянии. На такие станки гарантия не предоставляется. Станок в состоянии «Такой как есть», т.е. станок не тестировался и не ремонтировался. Станок продается таким, как его видно на фото. На такие станки гарантия не предоставляется.
Станок в состоянии «Такой как есть», т.е. станок не тестировался и не ремонтировался. Станок продается таким, как его видно на фото. На такие станки гарантия не предоставляется. Станок может быть поставлен полностью восстановленым до состояния «как новый», или же может быть поставлен в какой-либо иной категории состояния. Цена – по запросу.
Станок может быть поставлен полностью восстановленым до состояния «как новый», или же может быть поставлен в какой-либо иной категории состояния. Цена – по запросу.