 OOO "ТЕКНОКОМ-ЮГ"
OOO "ТЕКНОКОМ-ЮГ"
- Главная
- Новое оборудование
- Индустриальные станки
- Станки для шлифовки кромок и погонажных изделий
- Станки для шлифовки погонажа
- MVS 6500 | Станок для шлифовки профилей на 6 рабочих групп
MVS 6500 Станок для шлифовки профилей на 6 рабочих групп
Вернуться к каталогу оборудования
Станки для шлифовки погонажа


- Станок предназначен для одновременного шлифования по 3-м сторонам профилей:
- Станок шлифует следующие материалы:
- массив древесины,
- шпон,
- МДФ и ДСП,
- все вышеперечисленные материалы как не окрашенные, так и покрытые грунтовками и лаками полиуретановыми, УФ, полиэстеровыми и пр.
- Станок спроектирован и изготовлен с особым вниманием к вопросу об эмиссии пыли. Шлифовальные агрегаты оснащены аспирационными патрубками увеличенного диаметра, которые расположены в непосредственной близости от шлифовальной ленты, что позволяет значительно увеличить эффективность подключаемой аспирационной системы.
- Станок также оснащен электрическими и механическими устройствами безопасности для того, чтобы сделать его наиболее безопасным для оператора .
- Станок прочной конструкции, представляющей собой рамную базу, на которой установлены трубчатые колонны-опоры, что гарантирует отсутствие вибраций в процессе работы .
- Система подачи состоит из закольцованных треков шириной 120 мм с резиновыми подушками-опорами на цепях с карданными приводами, скользящих по круглым направляющим.
- Верхняя прижимная балка состоит из двойного ряда обрезиненных роликов с подшипниками . Ролики установлены в шахматном порядке , чтобы обеспечить равномерную фиксацию заготовки.
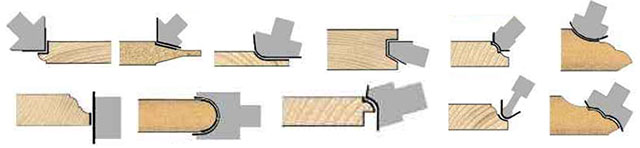
- Шлифование плоских поверхностей осуществляется плоскими утюжками, а фигурных и сложных профилей, соответственно – контрпрофильными утюжками соответствующей конфигурации и дисковыми шлифовальными узлами.
- Выбор материала для изготовления утюжка зависит от типа обрабатываемого изделия, его профиля и требуемого качества обработки. Утюжок может быть изготовлен из резины, войлока (фетра), графита или металла.
Описание станка
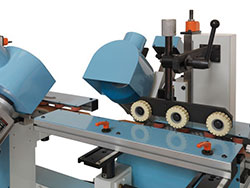
 Шлифовальный узел с абразивной лентой и утюжком для фасонных кромок, радиусов профилей шириной до 200 мм, для шлифовки слева, справа и сверху под различными промежуточными углами от -15° до +90° , модель «AT» – 4 шт.
Шлифовальный узел с абразивной лентой и утюжком для фасонных кромок, радиусов профилей шириной до 200 мм, для шлифовки слева, справа и сверху под различными промежуточными углами от -15° до +90° , модель «AT» – 4 шт.
 Дисковый узел для сложных и глубоких профилей, для шлифовки профиля с трех сторон под любыми промежуточными углами от 0° до +90°, модель «SB» - 2 шт.
Дисковый узел для сложных и глубоких профилей, для шлифовки профиля с трех сторон под любыми промежуточными углами от 0° до +90°, модель «SB» - 2 шт.
ИТОГО: 6 шлифовальных групп.
| Общие технические характеристики станка | |
| Мин./макс. ширина профиля | 20-200 мм |
| Мин./макс. толщина профиля | 10-100 мм |
| Минимальная длина профиля | 1.200 мм |
| Максимальная длина профиля | 6.000 мм |
| Скорость подачи плавно регулируемая | от 10 до 30 м/мин |
| Общая установочная мощность | 15 кВт |
| Необходимая аспирация производительностью | 7.100 м3/час |
Описание шлифовальных узлов
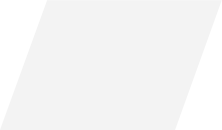
- Шлифовальный узел с абразивной лентой и утюжком для шлифовки профилей, модель «AT» – 4 шт., позиции на станке №№ 1, 2, 3, 4.
 Перемещение ленты в процессе шлифования:
Перемещение ленты в процессе шлифования:
- вокруг своей оси;
- поперечная осцилляция.- Поперечная осцилляция осуществляется при помощи серводвигателя мощностью 0,06 кВт, а не пневматически, как у конкурентов. Серводвигатель перемещает не ленту, а всю группу в вертикальном направлении, что позволяет изнашивать абразивную ленту абсолютно равномерно по её ВСЕЙ ширине.
- На группе расположен концевик, который, в случае замены детали на деталь большей толщины, реагирует на подъем прижимной траверсы и автоматически, без участия оператора, позиционирует группу по вертикали.
- Устройство безопасности в случае обрыва абразивной ленты автоматически останавливает ее вращение и поднимает утюжок в верхнюю позицию, отводя его от контакта с обрабатываемым изделием.
- Возможность реверсивного или попутного направления движения абразивной ленты, выбор направления движения задается с панели управления.
- Каждая группа оснащена форсунками обдува ленты для её очистки и охлаждения. Форсунки синхронизированы с утюжком и вступают в работу одновременно с ним, снижая, таким образом, расход сжатого воздуха.
- Утюжок вступает в работу и выходит из работы по команде от концевика, расположенного на входе в станок, таким образом, чтобы не сбивать кромки деталей на входе в зону обработки и не «зализывать» кромки на выходе из зоны обработки (т.н. «временнóе вступление в работу» или «вступление в работу по таймеру»). Время вступления утюжка в работу задается оператором программно с пульта управления.
- Группа стандартно укомплектована плоским утюжком.
- Шлифовальная группа снабжена 3-я цифровыми счетчиками для прецизионной регулировки группы и её позиционирования по 3-м осям (горизонтальная, вертикальная и угол наклона).
| Технические характеристики | |
| Размеры абразивной ленты | 2.770 х 100 (макс.) мм |
| Мощность двигателя | 2,2 кВт |
| Скорость ленты, регулируемая инвертором | от 140 до 1.700 об./мин. |
| Двигатель осцилляции абразивной ленты | 0,06 кВт (4 об./мин.) |
| Объем вытяжки (при скорости воздуха 25 м/с) | 1.400 м3/ч |
| Регулировка группы по её наклону | от -15° до +90° |
| Аспирационных патрубков на 1 группу | 2 шт. х Ø 100 мм |
| Макс. теоретическое потребление сжатого воздуха утюжком | 80 л/мин. на 1 группу |
| Макс. теоретическое потребление сжатого воздуха на обдув ленты | 970 л/мин. на 1 группу |
Некоторые образцы обработок с утюжками разных форм
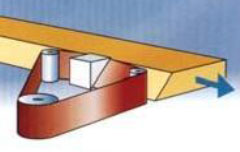
- Дисковый узел для любого типа профилей, модель «SB» - 2 шт., позиции на станке №№ 5 и 6.
 Узлы предназначены для шлифования глубоких профилей абразивным диском или щеточным инструментом.
Узлы предназначены для шлифования глубоких профилей абразивным диском или щеточным инструментом.- Узел типа «двигатель – шпиндель» смонтирован на салазках для позиционирования по горизонтали, вертикали и наклону по бесконечному винту и зубчато-реечной передаче.
- Каждая шлифовальная группа снабжена 3-я цифровыми счетчиками для прецизионной регулировки группы и её позиционирования по 3-м осям (горизонтальная, вертикальная и угол наклона).
- По мере износа абразива осуществляется автоматическое смещение диска по вертикали и навстречу детали, управляемое ЧПУ, автоматически – по третьим салазкам (4-я ось регулировки).
- Диск вступает в работу и выходит из работы по команде от концевика, расположенного на входе в станок, таким образом, чтобы не сбивать кромки деталей на входе в зону обработки и не зализывать кромки на выходе из зоны обработки (т.н. «временнóе вступление в работу» или «вступление в работу по таймеру»). Время вступления группы в работу задается оператором программно с пульта управления.
Типы абразивных кругов для данных групп:

Примечание. Абразивные круги на 3-м рисунке профилируются в виде контрпрофиля изделия.
| Технические характеристики: | |
| Диаметр шпинделя | 30 мм |
| Диаметр фланца «шпиндель/диск» | 76 мм |
| Максимальный диаметр диска | 200 мм |
| Максимальная толщина диска | 100 мм |
| Мощность двигателя | 1,5 кВт |
| Скорость вращения диска, регулируемая инвертором | от 420 до 1.700 об./мин. |
| Объем вытяжки (при скорости воздуха 25 м/с) | 700 м3/ч |
| Наклон группы | от 0° до +90° |
| Аспирационных патрубков на 1 группу | 1 шт. х Ø100 мм |
| Макс. теоретическое потребление сжатого воздуха утюжком | 530 л/мин. на 1 группу |
Управление станком
 Осуществляется при помощи ПЛК (Программируемого Логического Контроллера), встроенного в управляющий монитор типа «touch-screen» (сенсорный дисплей), модель «Pro-Face» производства Schneider (Германия).
Осуществляется при помощи ПЛК (Программируемого Логического Контроллера), встроенного в управляющий монитор типа «touch-screen» (сенсорный дисплей), модель «Pro-Face» производства Schneider (Германия).- Управление – полностью русифицированное.
- Управление через ПЛК «Pro-Face» включает в себя следующие функции:
- программирование и визуализацию скорости подачи;
- программирование каждой группы отдельно для вступления и выхода из работы «по таймеру» или временнóго входа/выхода для того, чтобы не сбивать кромки деталей;
- управление обдувами абразивных лент для их очистки и охлаждения ;
- управление скоростью вращения (плавная регулировка) абразивных лент (каждая группа – индивидуально);
- управление скоростью вращения (плавная регулировка) абразивных кругов (каждая группа – индивидуально);
- управление направлением вращения абразивных кругов (каждая группа – индивидуально).
- Сбор статистических данных:
- подсчет деталей: общее количество и по партиям с возможностью обнуления;
- подсчет погонных метров: общее количество и по партиям с возможностью обнуления;
- визуализация отработанных часов;
- Сервисные функции:
- сохранение «рецептов» (настроек в памяти станка для разных типов обработок): участия конкретных групп, скорости вращения абразивов, направления вращения абразивных кругов, скорости подачи;
- в зависимости от запрограммированных параметров оператором – напоминание о необходимости замены абразивных лент на 1 и/или 2 группах;
- напоминание о необходимом техническом обслуживании тех или иных групп и узлов в зависимости от отработанных погонных метров;
- самодиагностика.
Выносной пульт управления
- Предназначен для простой, быстрой и комфортной отладки работы станка под каждый конкретный профиль.
- На выносном пульте находятся следующие переключатели:
 кнопка аварийной остановки;
кнопка аварийной остановки;- кнопка «Старт»
- кнопка «Назад»
- селектор автоматической и ручной подачи транспортера: при выборе «авто» и нажатии кнопки «Старт» начинается подача с заранее выбранной на ПЛК скорости; при выборе позиции селектора «ручная», подача идёт пока оператор держит кнопку «Старт» нажатой. Как только он её отпускает – подача останавливается. В позиции «ручная» оператор может также задействовать кнопку подачи в обратном направлении – «Назад». Таким образом, очень удобно настраивать позиции (высоту, глубину и угол наклона) рабочих групп:
- оператор предварительно выставляет все рабочие группы под обработку конкретной группы деталей;
- он кладет на транспортер подачи первую деталь, затем устанавливает на ПЛК минимальную скорость подачи;
- берет выносной пульт и подходит к первой абразивной группе;
- выбирает на селекторе режим подачи «ручной» и нажимает кнопку «Старт»;
- когда деталь подходит в зону работы 1-й абразивной группы, оператор, находясь непосредственно в зоне обработки, может наблюдать – как верно выставлена группа, насколько вовремя вступает в работу и выходит из работы прижимной утюжок;
- после того, как деталь прошла обработку на 1-й группе, оператор отпускает кнопку «Старт», и деталь останавливается;
- после этого оператор может нажать кнопку «Назад» на выносном пульте и, удерживая кнопку, вернуть деталь в необходимую ему позицию: например, перед 1-й группой или непосредственно в зону обработки, где он сможет визуально проконтролировать правильность позиционирования группы и установки прочих параметров;
- обычно для верной настройки каждой группы подобная операция осуществляется 2-3 раза;
- если выносной пульт отсутствует, то переналадку станка на новый тип кромки детали должны выполнять 2 человека: один, который находится непосредственно в зонах обработок и регулирует группы и второй, который управляет перемещением детали от ПЛК.
Еще станки для шлифовки погонажа:





























 Станок ранее не работал, либо находился в шоу-руме. На такие станки предоставляется гарантия 12 месяцев.
Станок ранее не работал, либо находился в шоу-руме. На такие станки предоставляется гарантия 12 месяцев. Станок в состоянии «Look as new», т.е. станок полностью восстановленный до состояния «как новый», за исключением окраски станка. На такие станки предоставляется гарантия 12 месяцев.
Станок в состоянии «Look as new», т.е. станок полностью восстановленный до состояния «как новый», за исключением окраски станка. На такие станки предоставляется гарантия 12 месяцев. Станок в состоянии «Протестированный, отремонтированный», т.е. на станке заменены вышедшие из строя детали. Станок протестирован. На такие станки предоставляется гарантия 6 месяцев.
Станок в состоянии «Протестированный, отремонтированный», т.е. на станке заменены вышедшие из строя детали. Станок протестирован. На такие станки предоставляется гарантия 6 месяцев. Станок «В рабочем состоянии», т.е. станок протестирован и установлено, что на момент продажи он находится в рабочем состоянии. На такие станки гарантия не предоставляется.
Станок «В рабочем состоянии», т.е. станок протестирован и установлено, что на момент продажи он находится в рабочем состоянии. На такие станки гарантия не предоставляется. Станок в состоянии «Такой как есть», т.е. станок не тестировался и не ремонтировался. Станок продается таким, как его видно на фото. На такие станки гарантия не предоставляется.
Станок в состоянии «Такой как есть», т.е. станок не тестировался и не ремонтировался. Станок продается таким, как его видно на фото. На такие станки гарантия не предоставляется. Станок может быть поставлен полностью восстановленым до состояния «как новый», или же может быть поставлен в какой-либо иной категории состояния. Цена – по запросу.
Станок может быть поставлен полностью восстановленым до состояния «как новый», или же может быть поставлен в какой-либо иной категории состояния. Цена – по запросу.