Расход энергии только когда требуется. Двигатель управляется инвертором и включается только тогда, когда машина начинает работать, поставляя исключительно требуемую мощность.
Тот же результат, при экономии 50% энергии. Потребление электрического пресса и усилие гидравлического пресса прекрасно сочетаются, уменьшая потребление энергии при той же отдаче
Меньше отходов, меньше обслуживания. Снижение максимальной температуры масла, т. е. уменьшение расхода энергии, увеличивает срок службы масла и насоса, при меньших издержках управления
Снижение шума до 63 дБ: как обычный разговор, тише пылесоса.
Скорость 200 мм/с: один из самых быстрых в мире.
Система ACSG. Система активного бомбирования на высокой скорости, максимальная точность и низкое энергопотребление.
Система Reflex. Запатентованная система, которая контролирует изгибы и деформации станины.
СТАНДАРТНАЯ КОМПЛЕКТАЦИЯ
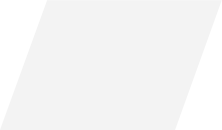
Система бомбирования ACSG
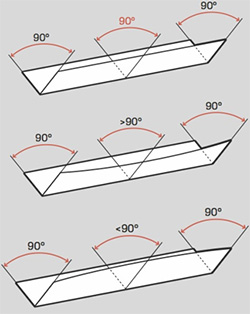
Бомбирование – это механизм компенсирующий прогиб гибочной балки. Прогиб появляется в момент давления балки на лист, усилием развиваемым гидравлическими цилиндрами. Если образовавшийся зазор не компенсировать таким же прогибом со стороны стола, то деталь по длине будет иметь неравномерный угол. В центральной части угол будет больше на несколько градусов.
Каждый материал, из-за его специфических особенностей и условий, ведет себя по-разному в течение фазы гибки. Это происходит потому, что нормативы для каждого типа листа устанавливают только минимальное значение прочности конструкции. Например, сталь S275 должна иметь предел текучести больше, чем 275 МПа.
Каждая партия листового металла будет отличаться в зависимости от характеристик отливки. Другие факторы, такие как направление прокатки, температура, условия хранения, отверстия, штамповка и резка могут изменять поведение заготовки.
Вот почему предусмотреть максимальную точность практически невозможно.
Лучше измерить, а затем воздействовать на контроль деформации в машине, в режиме реального времени, не полагаясь на случай.
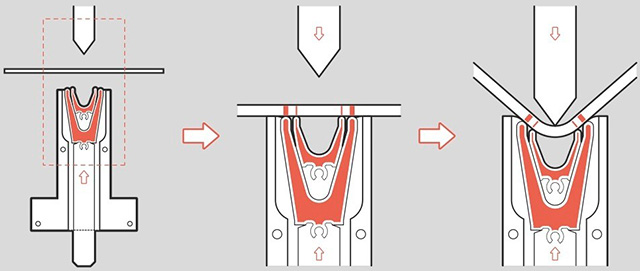
Сердцем системы ACSG являются два датчика, установленные на траверсах.
Первый обнаруживает деформацию верхней траверсы, когда начинается гибка. ЧПУ направляет цилиндры в нижнюю траверсу до тех пор, пока показания второго датчика не сравняются с первым.
Таким образом, обе траверсы абсолютно параллельны.
Результатом является полный контроль угла, максимальная точность и абсолютная повторяемость, для всех материалов.
Нет необходимости устанавливать значение — машина получает его непосредственно от своих датчиков.
Материал заготовок может быть совершенно разным от операции к операции, и пресс всегда будет реагировать для получения качественной детали.
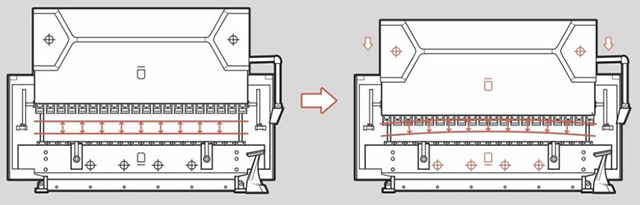
Система REFLEX
Во время гибки, боковые стойки станка подвергаются значительному изгибу: поэтому, как правило, имеют тенденцию открываться в районе паза. Этот эффект уводит траверсу от стола, искажая ее позиционирование.
Деформация корпуса — это физическое явление, которого никак нельзя избежать.
Только система компенсации изгиба машины может исправить и решить эту проблему
«REFLEX» - это система пропорциональной компенсации, которая исправляет деформацию стоек, гарантируя постоянный угол. Это запатентованная система, которая контролирует изгибы корпуса.
Она состоит из элемента скольжения, подключенного к курсору оптической линии, который устанавливается на фальш-стойках “C”, прикрепленных к нижней траверсе.
Эта система фальш-стоек и оптических линий, отсоединенных от стоек, она не зависит от деформации и позволяет правильно позиционировать траверсу так, чтобы получить постоянный угол сгиба по всей длине заготовки.
Независимо от длины, изменения толщины, расположения заготовки, подлежащей гибке, и деформациям, которые могут возникнуть при приложении нагрузки, расположение траверсы всегда находится под контролем во время процесса гибки, чтобы обеспечить постоянство угла.
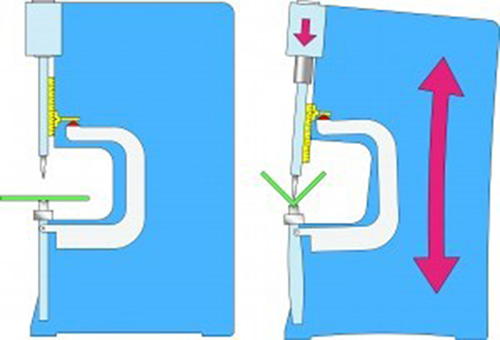
Система контроля угла гибки «GPS4» (ОПЦИЯ)
Обратное пружининие — это явление, которое проявляется при использовании любого материала, в любых условиях.
Чтобы обеспечить угловую точность, требуется система контроля угла, которая гарантирует идеальный результат без необходимости предварительного тестирования или последующей коррекции.
GPS4 – это система контактного контроля, которая представляет собой датчик с 4 точками контакта для немедленной безукоризненной гибки.
GPS4 контролирует и регулирует угол во время всего процесса гибки.
Сердцем системы является двойной датчик в форме профилированной вилки с 4 точками соприкосновения: он определяет при контакте с материалом угол сгиба обеих сторон листа и передает в систему данные, чтобы выполнить гибку.
Его легко запрограммировать, поскольку не требуется определять толщину, длину, тип материала и прочность сгиба, а также выполнять тестирование выборки: просто задайте угол сгиба. Система не зависит от изменения характеристик материала, потому что угол динамически измеряется и сравнивается с заданными параметрами.
С GPS4 вы можете обрабатывать минимально узкие заготовки, даже равные минимальному краю матрицы.
Можно также обрабатывать заготовки, уже многократно подвергавшиеся гибке, без проблем допусков и ошибок, которые суммируются.
Отсутствуют трудности в гибке материалов с матовой или глянцевой поверхностью
Всё вышеперечисленное очень сложно или даже невозможно сделать с помощью широко распространенной системы лазерных измерений, особенно при работе с нержавеющей сталью.
Преимущества
Возможность работы с узкими заготовками в соответствии с размером матрицы.
Возможность работы с матовыми и глянцевыми поверхностями.
Возможность обрабатывать заготовки, уже ранее подвергавшиеся гибке.
Отсутствие необходимости тестирования материала на сгиб.
Точность и повторяемость без ручной коррекции.
Реальное, а не теоретическое измерение.
Имеется свободное пространство вокруг рабочей зоны.
Подходит для большинства матриц, имеющихся в продаже.
Системы зажима
Суппорты для матриц, пуансонов и промежуточных вставок.
Чтобы удовлетворить самый широкий спектр потребностей заказчиков, Gasparini предлагает широкий выбор систем зажимов и промежуточных вставок, чтобы обеспечить зажим почти всех доступных инструментов.
Сочетание технологий пневматического, гидравлического и ручного зажима, с широким спектром промежуточных вставок, используемых на прессах Gasparini, позволяют максимально удовлетворить требования производства.
В данном предложении предусмотрена компоновка пресса с РУЧНЫМИ ЗАЖИМАМИ.
Прессы Gasparini могут в равной степени использовать как высокие инструменты (например, Wila, Beyeler, LVD, Gasparini и т.д.), устанавливаемые непосредственно на верхнюю траверсу, также и низкие инструменты (например, PROMECAM, и т.д.), которые устанавливаются на промежуточные вставки.
Если условия производства не требуют частых перемен инструмента, система ручного зажима является хорошим выбором.
Система ручного зажима очень прочна и надежна: у него нет предела вместимости, и, таким образом, она может использоваться для самого высокого тоннажа.
Инструменты извлекаются боком в полной безопасности, так как остаются на месте, даже когда зажим открыт.
Промежуточные вставки могут быть установлены на верхнюю траверсу также с помощью ручной системы зажима.
Комплект включает в себя четыре одинарных вставки (с одним положением для инструмента) и шесть двойных вставок (с двумя положениями инструмента: передним и зеркальным) с различными комбинациями систем зажима.
Широкий выбор промежуточных вставок содержит варианты, подходящие для установки на все траверсы: это позволяет использовать на гибочном прессе как высокие инструменты (например, Wila, Beyeler, LVD, Gasparini и т.д.), устанавливаемые прямо на траверсу, так и низкие (например, Promecam и т.д.), устанавливаемые на промежуточные вставки.
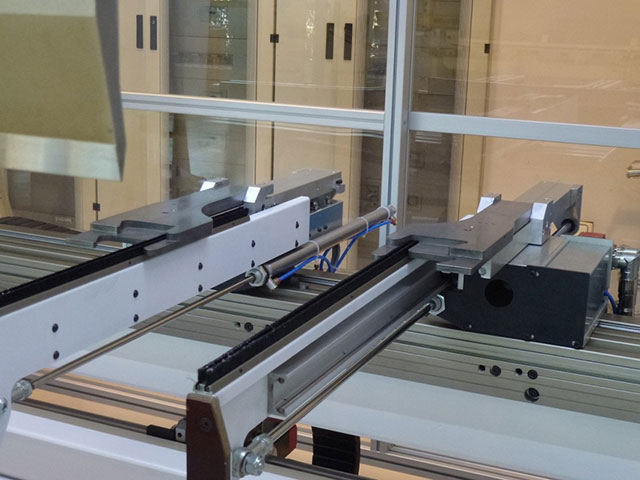
Задние упоры
Прессы X-Press могут быть оснащены широким выбором задних упоров.
Серии упоров «RPS» и «RPG» характеризуются прочностью, точность и повторяемостью.
Бесщеточные двигатели позволяют быстро перемещать упоры для сокращения времени позиционирования.
Шаровые направляющие движением шестерней и зубчатых реек обеспечивают высокую точность и постоянность во времени.
Задние упоры типа «Hand finger» и количество осей могут быть адаптированы к типу обработки, размерам заготовок и количеству рабочих станций.
Могут быть установлены дополнительно как специальные выдвижные суппорты, так и задние сопроводители листового металла. Таким образом, удовлетворяются самые разнообразные потребности производства
Все задние упоры могут быть заменены без необходимости доступа к задней части машины, обеспечивая значительную экономию времени и преимущественную безопасность
Выбрав «функцию F» (включена в компоновку данного пресса), оператор разблокирует и пневматически переместит башни к себе без использования ключей или инструментов: так он может перемещать их в любом месте в соответствии с новыми требованиями, оставаясь на своем рабочем месте.
С помощью системы «Thin-support» (дополнительные выдвижные задние суппорты, включены в компоновку данного пресса), тонкий лист всегда правильно позиционируется по отношению к задним упорам. Задние упоры снабжены шариковым подшипником и щетками, чтобы не поцарапать более тонкие поверхности.
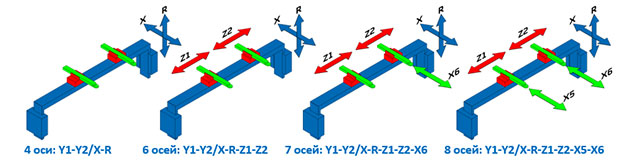
Система задних упоров «RPS» с различных конфигурациях охватывает все комбинации от 2 до 6 осей.
Серия «RPS» состоит из моноблочной структуры с перемещением по линейным шаровым направляющим с приводом через шестерню и зубчатую рейку, закаленные и шлифованные.
Включает в себя оси «X» и «R» (глубина и высота) в стандартной конфигурации и оснащен двумя или более задними упорами (в зависимости от длины машины), установленными на линейные направляющие. Профиль направляющих из экструдированного алюминия, конструкция которого гарантирует высокую жесткость и, следовательно, точность. Все оси задних упоров запрограммированы на максимальную скорость и ускорение, а также для быстрого торможения при приближении на заданные расстояния.
Задние упоры имеют встроенное устройство безопасности для того, чтобы избежать столкновения с инструментами; это устройство меняется в зависимости от размера нижнего инструмента.
Система задних упоров «RPS» характеризуется:
высокой скоростью,
высокой точностью и надежностью,
бесщеточными двигателями переменного тока,
движения по осям «X» и «R» производятся посредством ШВП с модульным шагом,
перемещениями по оси «Z» осуществляемыми через прямозубую шестерню, с модульным шагом высокой точности,
выполнением конических гибов до 75 градусов,
меньшим уровнем шума, более длительным сроком службы и высокой точностью.
Система задних упоров «RPG» являются чрезвычайно прочными и точными. Они подходят для тяжелой работы и любого типа гибки на X-PRESS от 100 т до 1500 т.
Для обеспечения наилучшей производительности, задние упоры «RPG» были разработаны и изготовлены с использованием передовых технологий и надежных компонентов. Результатом является высокая универсальность управления, легкость косого позиционирования, очень высокая точность и возможность интеграции с суппортами сопроводителей для листового металла.
Серия задних упоров «RPG» представляет собой два независимых узла и включает максимальное число осей.
Система задних упоров «RPG» снабжена двумя (или более) пальцами, оснащенными 3 осями («X», «R», «Z») на шаровых направляющих и бесщеточными двигателями переменного тока. Такая конфигурация с пальцами и независимыми осями позволяет любой тип позиционирования, не ограничивая никоим образом наклон или изгиб конической формы, и, кроме того, позволяет оператору выполнять большое количество движений внутри машины.
Система задних упоров «RPG» характеризуется:
высокой гибкостью,
оси «X1», «X2», «R1», «R2», «Z1», «Z2»,
наличием дополнительных сопроводителей листов,
увеличением хода по оси «X»
В задней части машины можно установить также сопроводители листового металла для поддержки листов таким же образом, как это делают передние сопроводители. Они особенно полезны в случае, если листы очень тонкие, большие и очень тяжелые.
Беспроводной выносной пульт управления (ОПЦИЯ)
Беспроводные пульты Gasparini являются единственными на рынке.
Это эволюция стандартных пультов Gasparini, предназначенных для всех тех клиентов, которые не хотят хлопот, причиняемых кабелями заземления в передней части станка.
Беспроводные пульты оснащены радиопередатчиком, который находится в постоянной связи с приемником внутри электрического шкафа.
Радиосистема сертифицирована для использования на промышленных машинах.
ЧПУ «DELEM DA-58T»
Серия DA-58T нового поколения предлагает более простое управление ЧПУ на основе графического интерфейса Delem с сенсорным экраном.
DA-58T представляет собой комплексное 2D-графическое ЧПУ-решение для синхронизированных прессов.
Его 15-дюймовый цветной TFT-экран высокого разрешения с технологией мультитач промышленного класса обеспечивает доступ к проверенной системе интерфейса DELEM, обеспечивающей прямую навигацию между программированием продукта и производством.
Настройка станка сведена к минимуму благодаря быстрой и простой последовательности «программа–производство».
Программы ЧПУ вызываются одним касанием. Станок сразу будет готов к изготовлению первой детали, как только все положения осей будут автоматически рассчитаны, последовательность гибки смоделирована с помощью станка и инструментов в реальном масштабе.
DA-58T предлагает два 2D-графика, включая автоматический расчет последовательности гибки и обнаружение столкновений.
Производственный режим DA-58T помогает оператору благодаря графическому моделированию процесса гибки изделия.
Стандартной функцией DA-58T является управление по осям Y1-Y2-X, но есть возможность управлять осями R или Z, а также интегрировано управление бомбированием.
Особенности DA-58T:
2D графическое программирование с сенсорным экраном
15-дюймовый цветной экран высокого разрешения (TFT)
Расчет последовательности изгиба
Контроль бомбирования
Сервопривод и инверторное управление
Усовершенствованный алгоритм управления по оси Y для клапанов с замкнутым и открытым контуром
USB-интерфейс
Автономное программное обеспечение Profile-58TL
Конфигурация:
Цветной 15-дюймовый ЖК-дисплей высокой яркости
Сенсорный экран промышленного класса
Светодиодная подсветка
Разрешение видео 1024x768 пикселей
Объем памяти 1 ГБ
USB-флеш-накопители
Резервное копирование и восстановление данных через USB
Запоминание при отключении
Автономное программное обеспечение Profile-58TL
Технические характеристики
Электрические:
Электропитание: 24В
Оптоизолированный ввод/вывод
Встроенный усилитель для осей Y1 и Y2
Входы энкодера (сингл./дифф.5В 12В)
Порт RS232
Сетевой интерфейс
USB-порт
Контроль:
Сервоуправление
Инвертер/униполярное управление
Управление клапаном давления
Пропорциональное управление клапаном
Контроль бомбирования
Несколько цифровых функциональных выходов
Механика:
Размеры 405х388х122 мм
Алюминиевый корпус
IP54
Функции программирования
Буквенно-цифровое кодирование продукта
Программирование и визуализация продукта в реальном масштабе
проспект Космонавтов, 39/1, к. 21344113Россия,Ростов-на-Дону
8(800)700-07-43
Запрос информации
Цены и условия
Все представленные станки маркированы по степени износа метками 6-ти типов:
Станок ранее не работал, либо находился в шоу-руме. На такие станки предоставляется гарантия 12 месяцев.
Станок в состоянии «Look as new», т.е. станок полностью восстановленный до состояния «как новый», за исключением окраски станка. На такие станки предоставляется гарантия 12 месяцев.
Станок в состоянии «Протестированный, отремонтированный», т.е. на станке заменены вышедшие из строя детали. Станок протестирован. На такие станки предоставляется гарантия 6 месяцев.
Станок «В рабочем состоянии», т.е. станок протестирован и установлено, что на момент продажи он находится в рабочем состоянии. На такие станки гарантия не предоставляется.
Станок в состоянии «Такой как есть», т.е. станок не тестировался и не ремонтировался. Станок продается таким, как его видно на фото. На такие станки гарантия не предоставляется.
Станок может быть поставлен полностью восстановленым до состояния «как новый», или же может быть поставлен в какой-либо иной категории состояния. Цена – по запросу.
! Все цены указаны на условиях «Со склада в Ростове-на-Дону» и включают в себя таможенные платежи и НДС 18%.
 OOO "ТЕКНОКОМ-ЮГ"
OOO "ТЕКНОКОМ-ЮГ"



 Каждый материал, из-за его специфических особенностей и условий, ведет себя по-разному в течение фазы гибки. Это происходит потому, что нормативы для каждого типа листа устанавливают только минимальное значение прочности конструкции. Например, сталь S275 должна иметь предел текучести больше, чем 275 МПа.
Каждый материал, из-за его специфических особенностей и условий, ведет себя по-разному в течение фазы гибки. Это происходит потому, что нормативы для каждого типа листа устанавливают только минимальное значение прочности конструкции. Например, сталь S275 должна иметь предел текучести больше, чем 275 МПа. Она состоит из элемента скольжения, подключенного к курсору оптической линии, который устанавливается на фальш-стойках “C”, прикрепленных к нижней траверсе.
Она состоит из элемента скольжения, подключенного к курсору оптической линии, который устанавливается на фальш-стойках “C”, прикрепленных к нижней траверсе. Обратное пружининие — это явление, которое проявляется при использовании любого материала, в любых условиях.
Обратное пружининие — это явление, которое проявляется при использовании любого материала, в любых условиях. Чтобы удовлетворить самый широкий спектр потребностей заказчиков, Gasparini предлагает широкий выбор систем зажимов и промежуточных вставок, чтобы обеспечить зажим почти всех доступных инструментов.
Чтобы удовлетворить самый широкий спектр потребностей заказчиков, Gasparini предлагает широкий выбор систем зажимов и промежуточных вставок, чтобы обеспечить зажим почти всех доступных инструментов.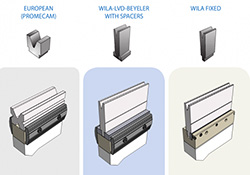 Прессы Gasparini могут в равной степени использовать как высокие инструменты (например, Wila, Beyeler, LVD, Gasparini и т.д.), устанавливаемые непосредственно на верхнюю траверсу, также и низкие инструменты (например, PROMECAM, и т.д.), которые устанавливаются на промежуточные вставки.
Прессы Gasparini могут в равной степени использовать как высокие инструменты (например, Wila, Beyeler, LVD, Gasparini и т.д.), устанавливаемые непосредственно на верхнюю траверсу, также и низкие инструменты (например, PROMECAM, и т.д.), которые устанавливаются на промежуточные вставки. Инструменты извлекаются боком в полной безопасности, так как остаются на месте, даже когда зажим открыт.
Инструменты извлекаются боком в полной безопасности, так как остаются на месте, даже когда зажим открыт. Беспроводные пульты Gasparini являются единственными на рынке.
Беспроводные пульты Gasparini являются единственными на рынке. Серия DA-58T нового поколения предлагает более простое управление ЧПУ на основе графического интерфейса Delem с сенсорным экраном.
Серия DA-58T нового поколения предлагает более простое управление ЧПУ на основе графического интерфейса Delem с сенсорным экраном.





 Станок ранее не работал, либо находился в шоу-руме. На такие станки предоставляется гарантия 12 месяцев.
Станок ранее не работал, либо находился в шоу-руме. На такие станки предоставляется гарантия 12 месяцев. Станок в состоянии «Look as new», т.е. станок полностью восстановленный до состояния «как новый», за исключением окраски станка. На такие станки предоставляется гарантия 12 месяцев.
Станок в состоянии «Look as new», т.е. станок полностью восстановленный до состояния «как новый», за исключением окраски станка. На такие станки предоставляется гарантия 12 месяцев. Станок в состоянии «Протестированный, отремонтированный», т.е. на станке заменены вышедшие из строя детали. Станок протестирован. На такие станки предоставляется гарантия 6 месяцев.
Станок в состоянии «Протестированный, отремонтированный», т.е. на станке заменены вышедшие из строя детали. Станок протестирован. На такие станки предоставляется гарантия 6 месяцев. Станок «В рабочем состоянии», т.е. станок протестирован и установлено, что на момент продажи он находится в рабочем состоянии. На такие станки гарантия не предоставляется.
Станок «В рабочем состоянии», т.е. станок протестирован и установлено, что на момент продажи он находится в рабочем состоянии. На такие станки гарантия не предоставляется. Станок в состоянии «Такой как есть», т.е. станок не тестировался и не ремонтировался. Станок продается таким, как его видно на фото. На такие станки гарантия не предоставляется.
Станок в состоянии «Такой как есть», т.е. станок не тестировался и не ремонтировался. Станок продается таким, как его видно на фото. На такие станки гарантия не предоставляется. Станок может быть поставлен полностью восстановленым до состояния «как новый», или же может быть поставлен в какой-либо иной категории состояния. Цена – по запросу.
Станок может быть поставлен полностью восстановленым до состояния «как новый», или же может быть поставлен в какой-либо иной категории состояния. Цена – по запросу.