Задняя станция ручной загрузки для сверления нестандартных деталей.
Серволифт для опускания деталей после 2-й станции на ременной транспортер возврата деталей в сторону оператора.
Приводные ремни возврата заготовок в сторону оператора с накопительным буфером.
СТАНИНА
Станок представляет собой портал длиной 3.500 мм, изготовленный из стали большой толщины, сваренной в инертной
атмосфере и нормализованной для
достижения стабильности конструкции.
Станок состоит из 2 баз, несущих на себе обрабатывающие группы:
левая, фиксированная на портале;
правая, перемещаемая навстречу правой по порталу, в зависимости от
длины обрабатываемой заготовки.
Перемещение подвижной группы
осуществляется по прямолинейным направляющим с башмаками скольжения на
бесконечной шариковой опоре.
Группа
перемещается вручную с визуализацией позиции мобильной базы на дисплее цифрового счетчика. Квота
гарантируется датчиком с магнитной лентой (точность ±0,1мм).
Блокировка подвижной группы в заданной позиции осуществляется
механически.
АВТОМАТИЧЕСКИЙ ЗАГРУЗОЧНЫЙ
МАГАЗИН
Автоподатчик с сепаратором – верхний пакет деталей придерживается в приподнятой верхней позиции, чтобы на выдвигаемой из пакета детали не появились потертости.
Вертикальный
магазин регулируется по ширине детали.
Ход
выдачи детали из магазина с двойным пневмоцилиндром.
ВЫРАВНИВАЮЩИЙ ПРИЖИМ ДЛЯ БАЗИРОВАНИЯ ДЕТАЛЕЙ
На правом подвижном плече находится выравнивающий боковой прижим, который прижимает заготовку справа, базируя и выравнивая её по левому упору для центрирования, перед тем, как она будет зафиксирована вертикальными прижимами и обработана.
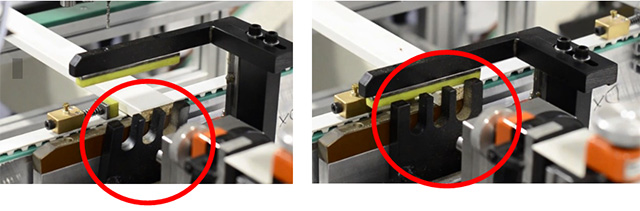
СИСТЕМА ПОДАЧИ, УПОРЫ И ПРИЖИМЫ ДЕТАЛЕЙ ВО ВРЕМЯ ОБРАБОТКИ
Транспортерные ремни из высокопрочного эластичного пластика с нижним оребрением и стальным армированием с фиксированными подпружиненными упорами (A).
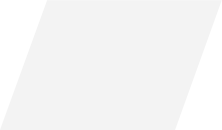
Поднимающиеся встречные упоры (B) в зонах обработки (не имеется у конкурентов!)
Верхние пневматические прижимы в зонах обработки (C), фиксирующие деталь вертикально давлением вниз, прижимая деталь к бакелитовой опорной площадке (D), которая может также выполнять антискольную функцию.
Центральный верхний пневматический прижим для фиксации длинных деталей по центру во избежание возникновения возможных вибраций (не имеется у конкурентов!).
Центральный суппорт для длинных заготовок
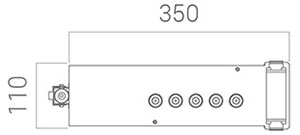
1-Я СТАНЦИЯ СВЕРЛЕНИЯ.
2 шт. горизонтальных сверлильных узлов.
2 шт. вертикальных сверлильных узлов.
Левые сверлильные узлы (1 горизонтальный и 1 вертикальный) – фиксированные, правые сверлильные узлы (также 1 горизонтальный и 1 вертикальный) – перемещаемые навстречу левым.
Каждый горизонтальный сверлильный узел состоит из 1-й 5-ти шпиндельной головки изготовленной из стали (не алюминия!) с шагом 32 мм, цилиндрическим подсоединением Ø 10 мм.
Каждый сверлильный узел имеет привод от двигателя мощностью 1,1 кВт, 4.000 об./мин.
Подача сверлильной головки производится при помощи пневмоцилиндра с контролем ускорения и торможения подачи.
Регулировка каждого сверлильного узла осуществляется по направляющим типа «ласточкин хвост» по осям «Х» и «Y» с визуализацией данных на механических счетчиках типа «SIKO».
Каждый сверлильный узел смонтирован на салазках, которые перемещаются на 4-х башмаках скольжения на бесконечной шариковой опоре.
Каждый вертикальный сверлильный узел состоит из 1-й 5-ти шпиндельной головки изготовленной из стали (не алюминия!) с шагом 32 мм, цилиндрическим подсоединением Ø 10 мм и возможностью его поворота вокруг своей оси от 0° до 90°.
Каждый сверлильный узел имеет привод от двигателя мощностью 1,1 кВт, 4.000 об./мин.
Подача сверлильной головки производится при помощи пневмоцилиндра с контролем ускорения и торможения подачи.
Регулировка каждого сверлильного узла осуществляется по направляющим типа «ласточкин хвост» по осям «Х» и «Y» с визуализацией данных на механических счетчиках типа «SIKO».
Каждый сверлильный узел смонтирован на салазках, которые перемещаются на 4-х башмаках скольжения на бесконечной шариковой опоре.
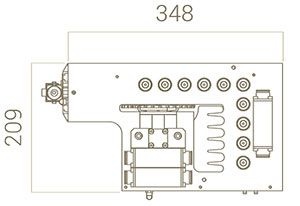
2-Я СТАНЦИЯ СВЕРЛЕНИЯ.
7-ми шпиндельная сверлильная головка, программно управляемая через ЧПУ:
5 шт. вертикальных НЕЗАВИСИМЫХ шпинделя с шагом 32 мм. (5 шт. по оси «Х» и 5 шт. по оси «Y»)
скорость вращения – 6.000 об/мин, ход – 60 мм
2 шт. горизонтальных НЕЗАВИСИМЫЙ шпинделя для сверления в продольную (боковую) кромку детали, скорость вращения – 6.000 об/мин, ход – 75 мм
Позиционирование головки по осям «Х», «Y» и «Z» осуществляется программно при помощи ЧПУ
Для перемещения головки по продольной оси (X) используется зубчато-реечная передача с закаленными шлифованными зубьями и редукторы точности с одной шестерней: система предварительного натяжения, установленная на шестерне, позволяет устранить люфты при сцеплении для обеспечения текучести движения и максимальной точности при позиционировании оси. Зубчатые рейки и шестерни изготовлены по классу точности 6 (норма DIN 3962).
Для перемещения головки в поперечном (ось Y) и вертикальном направлении (ось Z), где длина хода относительно ограничена, используются винты с бесконечной шариковой опорой, выполненные по классу точности ISO C7 и предварительно нагруженные башмаки для устранения зазоров и обеспечения повторяемости точности позиционирования
Потребляемая мощность – 1,7 кВт, вес – 28 кг.
Сверлильная головка производства «HSD», BIESSE GROUP
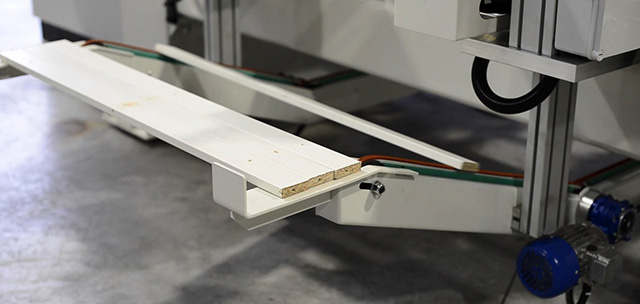
ЗАДНЯЯ СТАНЦИЯ РУЧНОЙ ЗАГРУЗКИ ДЛЯ НЕСТАНДАРТНЫХ ДЕТАЛЕЙ.
Детали, которые не могут быть зафиксированы в магазине или
на транспортере в связи с их нестандартной поверхностью (выгнутая, с наклоном и
пр.), загружаются оператором вручную с
задней стороны станка, обрабатывается на 2-й сверлильной станции сверлильной
головкой с ЧПУ и вручную снимается с упоров станка с производительностью до 10
деталей в минуту (в зависимости от компетенции оператора и карты сверления).
Оператор укладывает деталь на рабочий стол 2-й сверлильной
станции и базирует её по упорам, затем нажимает педаль, деталь фиксируется
верхними прижимами, упоры убираются автоматически под уровень рабочего стола,
чтобы обеспечить доступ сверлильной голове к зонам торцевого сверления,
оператор нажимает кнопку старта – начинается цикл сверления/пазования.
Для безопасности оператора в зоне работы 2-й сверлильной
станции после нажатия кнопки старта работы включается световой барьер, который
остановит работу в случае нахождения оператора в опасной зоне.
СЕРВОЛИФТ для
опускания деталей после 2-й станции на ременной транспортер возврата деталей в сторону оператора.
ПРИВОДНЫЕ РЕМНИ ВОЗВРАТА
ЗАГОТОВОК в сторону оператора с накопительным буфером.
Ременной транспортер возврата детали в сторону оператора по
нижнему уровню с индивидуальным приводом мощностью 0,37 кВт.
После
того, как заготовки опустились на нижний уровень, они попадают на приводные
транспортные ремни, которые возвращают их в сторону оператора.
В
конце транспортных ремней находится небольшой накопительный буфер, который
позволяет оператору чередовать время, необходимое на подгрузку магазина подачи
с временем, необходимым на разгрузку накопительного буфера.
ПУЛЬТ УПРАВЛЕНИЯ С МОДЕМОМ ТЕЛЕСЕРВИСА И ПЕРСОНАЛЬНЫМ КОМПЬЮТЕРОМ с ПО на базе WINDOWS.
ГАБАРИТЫ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ
Длина (мин. – макс.)
190 мм – 1.500 мм
Ширина (мин. – макс.)
45 мм – 300 мм
Толщина (мин. – макс.)
10 мм – 40 мм
ПРОИЗВОДИТЕЛЬНОСТЬ
При неперекрещивающихся вертикальных и горизонтальных отверстиях 20 шт./мин.
При перекрещивающихся вертикальных и горизонтальных отверстиях 15 шт./мин.
При фрезеровании (опция) и вертикальном + горизонтальном сверлении 12 шт./мин.
ВОЗМОЖНЫЕ
ОПЦИИ:
Так как станок «MODULAR» – это модульная конструкция, то могут быть установлены любые дополнительные сверлильные группы для сверления в любую из сторон детали.
2 фрезерных группы для выборки четверти под направляющие
2 шт. вертикальных фрезерных агрегата с антискольными бакелитовыми упорами;
двигатели: 2 шт. х 2,2 кВт.
регулировки по оси «X» с цифровыми идикаторами с датчиками на магнитной ленте;
регулировки по оси «Y» при помощи механических индикаторов SIKO;
регулировка по оси «Z» - с пневматическим управлением;
каждый фрезерный агрегат расположен на каретке, которая перемещается по 4-м направляющим и ШВП.
Замена 7-ми шпиндельной сверлильной головки на 17-ти шпиндельную сверлильную головку с ПАЗОВОЙ ПИЛОЙ (для пазования, например, ящичной группы под вставное дно ящика)
17-ти шпиндельная сверлильная головка, программно управляемая через ЧПУ:
10 шт. вертикальных НЕЗАВИСИМЫХ шпинделя с шагом 32 мм. (5 шт. по оси «Х» и 5 шт. по оси «Y») скорость вращения – 6.000 об/мин, ход – 60 мм
1 шт. с ДВОЙНЫМ выходом горизонтальный НЕЗАВИСИМЫЙ шпиндель для сверления в продольную (боковую) кромку детали, скорость вращения – 6.000 об/мин, ход – 75 мм
2 шт. с ДВОЙНЫМ выходом горизонтальных НЕЗАВИСИМЫХ шпинделей для сверления в торцевую кромку детали, скорость вращения – 6.000 об/мин, ход – 75 мм
1 шт. пазовая пила для пазования вдоль заготовки, (максимальный диаметр 125 мм, толщина от 2,2 до 6 мм), скорость вращения пилы 7.500 об/мин, ход по оси «Z» - 60 мм.
Позиционирование головки по осям «Х», «Y» и «Z» осуществляется программно при помощи ЧПУ
Для перемещения головки по продольной оси (X) используется зубчато-реечная передача с закаленными шлифованными зубьями и редукторы точности с одной шестерней: система предварительного натяжения, установленная на шестерне, позволяет устранить люфты при сцеплении для обеспечения текучести движения и максимальной точности при позиционировании оси. Зубчатые рейки и шестерни изготовлены по классу точности 6 (норма DIN 3962).
Для перемещения головки в поперечном (ось Y) и вертикальном направлении (ось Z), где длина хода относительно ограничена, используются винты с бесконечной шариковой опорой, выполненные по классу точности ISO C7 и предварительно нагруженные башмаки для устранения зазоров и обеспечения повторяемости точности позиционирования
Потребляемая мощность – 1,7 кВт, вес – 45 кг.
Еще гибкий сверлильный станок для ящичной группы и профилей:
проспект Космонавтов, 39/1, к. 21344113Россия,Ростов-на-Дону
8(800)700-07-43
Запрос информации
Цены и условия
Все представленные станки маркированы по степени износа метками 6-ти типов:
Станок ранее не работал, либо находился в шоу-руме. На такие станки предоставляется гарантия 12 месяцев.
Станок в состоянии «Look as new», т.е. станок полностью восстановленный до состояния «как новый», за исключением окраски станка. На такие станки предоставляется гарантия 12 месяцев.
Станок в состоянии «Протестированный, отремонтированный», т.е. на станке заменены вышедшие из строя детали. Станок протестирован. На такие станки предоставляется гарантия 6 месяцев.
Станок «В рабочем состоянии», т.е. станок протестирован и установлено, что на момент продажи он находится в рабочем состоянии. На такие станки гарантия не предоставляется.
Станок в состоянии «Такой как есть», т.е. станок не тестировался и не ремонтировался. Станок продается таким, как его видно на фото. На такие станки гарантия не предоставляется.
Станок может быть поставлен полностью восстановленым до состояния «как новый», или же может быть поставлен в какой-либо иной категории состояния. Цена – по запросу.
! Все цены указаны на условиях «Со склада в Ростове-на-Дону» и включают в себя таможенные платежи и НДС 18%.
 OOO "ТЕКНОКОМ-ЮГ"
OOO "ТЕКНОКОМ-ЮГ"




 5 шт. вертикальных НЕЗАВИСИМЫХ шпинделя с шагом 32 мм. (5 шт. по оси «Х» и 5 шт. по оси «Y»)
5 шт. вертикальных НЕЗАВИСИМЫХ шпинделя с шагом 32 мм. (5 шт. по оси «Х» и 5 шт. по оси «Y») 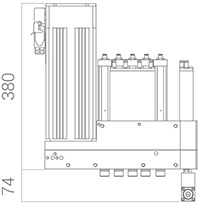


 17-ти шпиндельная сверлильная головка, программно управляемая через ЧПУ:
17-ти шпиндельная сверлильная головка, программно управляемая через ЧПУ: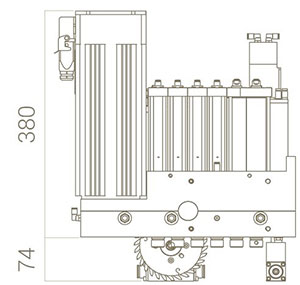 2 шт. с ДВОЙНЫМ выходом горизонтальных НЕЗАВИСИМЫХ шпинделей для сверления в торцевую кромку детали, скорость вращения – 6.000 об/мин, ход – 75 мм
2 шт. с ДВОЙНЫМ выходом горизонтальных НЕЗАВИСИМЫХ шпинделей для сверления в торцевую кромку детали, скорость вращения – 6.000 об/мин, ход – 75 мм Для перемещения головки в поперечном (ось Y) и вертикальном направлении (ось Z), где длина хода относительно ограничена, используются винты с бесконечной шариковой опорой, выполненные по классу точности ISO C7 и предварительно нагруженные башмаки для устранения зазоров и обеспечения повторяемости точности позиционирования
Для перемещения головки в поперечном (ось Y) и вертикальном направлении (ось Z), где длина хода относительно ограничена, используются винты с бесконечной шариковой опорой, выполненные по классу точности ISO C7 и предварительно нагруженные башмаки для устранения зазоров и обеспечения повторяемости точности позиционирования 





 Станок ранее не работал, либо находился в шоу-руме. На такие станки предоставляется гарантия 12 месяцев.
Станок ранее не работал, либо находился в шоу-руме. На такие станки предоставляется гарантия 12 месяцев. Станок в состоянии «Look as new», т.е. станок полностью восстановленный до состояния «как новый», за исключением окраски станка. На такие станки предоставляется гарантия 12 месяцев.
Станок в состоянии «Look as new», т.е. станок полностью восстановленный до состояния «как новый», за исключением окраски станка. На такие станки предоставляется гарантия 12 месяцев. Станок в состоянии «Протестированный, отремонтированный», т.е. на станке заменены вышедшие из строя детали. Станок протестирован. На такие станки предоставляется гарантия 6 месяцев.
Станок в состоянии «Протестированный, отремонтированный», т.е. на станке заменены вышедшие из строя детали. Станок протестирован. На такие станки предоставляется гарантия 6 месяцев. Станок «В рабочем состоянии», т.е. станок протестирован и установлено, что на момент продажи он находится в рабочем состоянии. На такие станки гарантия не предоставляется.
Станок «В рабочем состоянии», т.е. станок протестирован и установлено, что на момент продажи он находится в рабочем состоянии. На такие станки гарантия не предоставляется. Станок в состоянии «Такой как есть», т.е. станок не тестировался и не ремонтировался. Станок продается таким, как его видно на фото. На такие станки гарантия не предоставляется.
Станок в состоянии «Такой как есть», т.е. станок не тестировался и не ремонтировался. Станок продается таким, как его видно на фото. На такие станки гарантия не предоставляется. Станок может быть поставлен полностью восстановленым до состояния «как новый», или же может быть поставлен в какой-либо иной категории состояния. Цена – по запросу.
Станок может быть поставлен полностью восстановленым до состояния «как новый», или же может быть поставлен в какой-либо иной категории состояния. Цена – по запросу.