 OOO "ТЕКНОКОМ-ЮГ"
OOO "ТЕКНОКОМ-ЮГ"
- Главная
- Новое оборудование
- Индустриальные станки
- Сверлильные системы с ЧПУ
- Гибкие сверлильные станки для ящичной группы и профилей
- BL-2 | Cверлильно-присадочный проходной станок для ящичной группы
BL-2 Cверлильно-присадочный проходной станок для ящичной группы
Вернуться к каталогу оборудования
Гибкие сверлильные станки для ящичной группы и профилей


ПРЕИМУЩЕСТВА ПЕРЕД КОНКУРЕНТАМИ:
- Высокая производительность – до 16 деталей в минуту;
- Только 1 оператор (возврат деталей в сторону оператора);
- Мощная электросварная стальная станина;
- 5-ти шпиндельные СТАЛЬНЫЕ сверлильные головки;
- Защита деталей от повреждения: сепаратор для отделения одной детали от стопы деталей внутри загрузочного магазина – стопа деталей приподнимается, и только затем выталкивается в зону обработки нижняя деталь. Таким образом, нижняя деталь не будет иметь потёртостей и царапин (из-за давления стопы деталей), которые могут образовываться, если заготовка окутана тонкой бумагой;
- Бóльшее, чем у конкурентов количество специальных упоров и прижимов, надежно фиксирующих деталь в момент обработки.
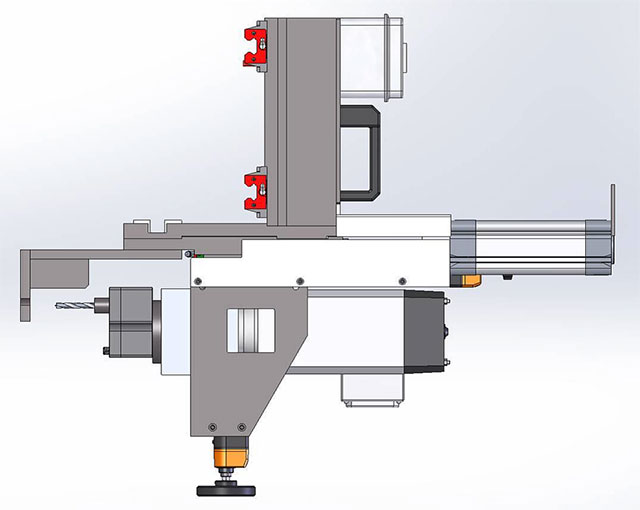
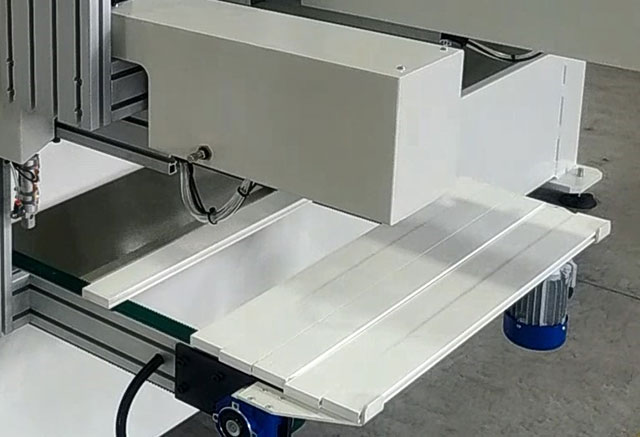
- Возможность заказа станка с фрезерными агрегатами для выборки четверти под монтаж направляющих, как на фото ниже (опция):

КОМПОНОВКА СТАНКА:
- Станина
- Автоматический загрузочный магазин
- Выравнивающий прижим для базирования деталей
- Система подачи, упоры и прижимы деталей во время обработки
- Первая станция обработки:
- 2 горизонтальных сверлильных группы (слева и справа),
- 2 вертикальных верхних сверлильных группы.
- Вторая станция обработки (опция):
- 2 фрезерных узла для выборки четверти под направляющие.
- Третья станция обработки (опция):
- 2 вертикальных верхних сверлильных группы,
- 2 вертикальных узла по долевой – сверление в длинный торец заготовки.
- Приводные ремни возврата заготовок в сторону оператора
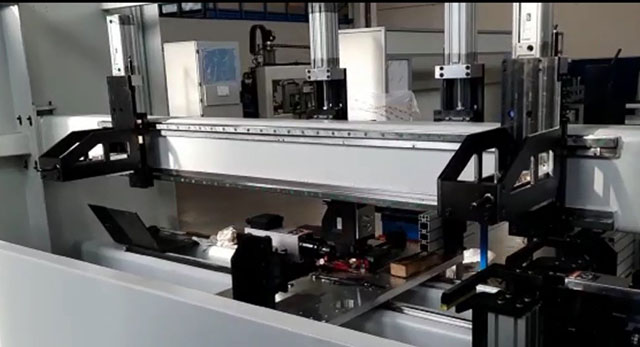
Станина
- Станок, состоящий из несущей балки длиной 4000 мм большой толщины, изготовленной из электросварной и нормализованной стали, затем обработанной на станке с ЧПУ.
- 2 плеча, несущих горизонтальные сверлильные группы и прижимы деталей: одна фиксированная на станине с левой стороны и вторая подвижная по всей длине станины в направлениях влево – вправо.
- Перемещение подвижного плеча происходит по направляющим при помощи шариково-винтовой пары. Оператор перемещает подвижное плечо вручную при помощи маховика, а его позиция отражается не цифровом индикаторе, считываясь через датчик на магнитной полосе.
- Блокировка плеча в заданной позицией осуществляется механически вручную.
Автоматический загрузочный магазин
- Автоподатчик с сепаратором – верхний пакет деталей придерживается в приподнятой верхней позиции, чтобы на выдвигаемой из пакета детали не появились потертости.

- Вертикальный магазин регулируется по ширине детали.
- Ход выдачи детали из магазина с двойным пневмоцилиндром.
Выравнивающий прижим для базирования деталей
- На правом подвижном плече находится выравнивающий боковой прижим, который прижимает заготовку справа, базируя и выравнивая её по левому упору для центрирования, перед тем, как она будет зафиксирована вертикальными прижимами и обработана.
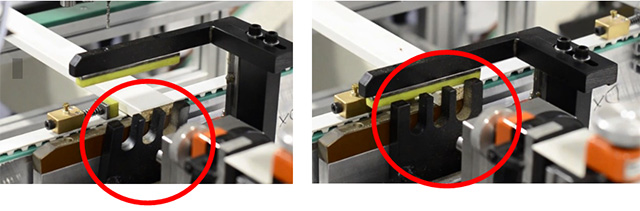
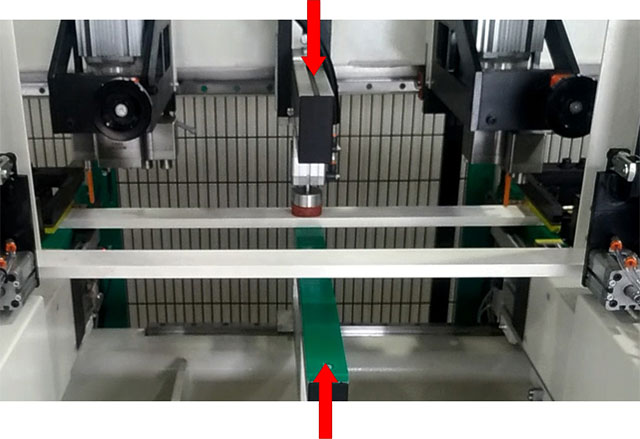
Система подачи, упоры и прижимы деталей во время обработки
- Транспортерные ремни из высокопрочного эластичного пластика с нижним оребрением и стальным армированием с фиксированными подпружиненными упорами (A).
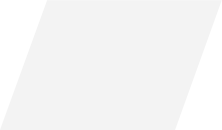
- Поднимающиеся встречные упоры (B) в зонах обработки (не имеется у конкурентов!)
- Верхние пневматические прижимы в зонах обработки (C), фиксирующие деталь вертикально давлением вниз, прижимая деталь к бакелитовой опорной площадке (D)., которая может также выполнять антискольную функцию.
- Центральный верхний пневматический прижим для фиксации длинных деталей по центру во избежание возникновения возможных вибраций (не имеется у конкурентов!).
- Центральный суппорт для длинных заготовок
ПЕРВАЯ СТАНЦИЯ ОБРАБОТКИ:
- Горизонтальные сверлильные
группы
- 2 группы горизонтального сверления, одна на правом подвижном плече и одна – на левом фиксированном;
- двигатели приводов сверлильных головок по 1,5 л.с. со скоростью вращения 4.000 об./ мин;
- 5-ти шпиндельные сверлильные головки с шагом 32 мм, диаметром цилиндрического подсоединения 10 мм;
- с регулировками на направляющих типа «ласточкин хвост» по осям «X» и «Y» с механическими счетчиками модели SIKO;
- каждая сверлильная группа расположена на каретке, которая перемещается по 4-м направляющим при помощи ШВП;
- ход сверления по оси «Z» регулируется пневматическим цилиндром.
- Вертикальные сверлильные
группы
- 2 группы вертикального сверления, смонтированы на передней части горизонтальной несущей балки;
- двигатели приводов сверлильных головок по 1,5 л.с. со скоростью вращения 4.000 об./ мин;
- 9-ти шпиндельные сверлильные головки с шагом 32 мм, диаметром цилиндрического подсоединения 10 мм;
- с регулировками на направляющих типа «ласточкин хвост» по осям «X» и «Y» с механическими счетчиками модели SIKO;
- каждая сверлильная группа расположена на каретке, которая перемещается по 4-м направляющим при помощи ШВП.
- ход сверления по оси «Z» регулируется пневматическим цилиндром
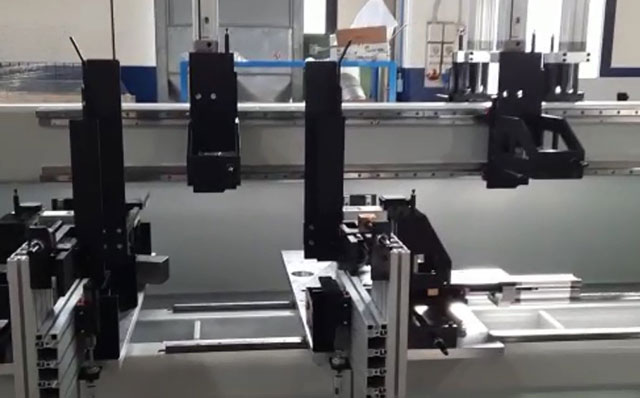
ВТОРАЯ СТАНЦИЯ ОБРАБОТКИ:
- 2 фрезерных группы для выборки четверти под направляющие (опция)
- 2 шт. вертикальных фрезерных агрегата с антискольными бакелитовыми упорами;
- двигатели: 2 шт. х 2,2 кВт.
- регулировки по оси «X» с цифровыми индикаторами с датчиками на магнитной ленте;
- регулировки по оси «Y» при помощи механических индикаторов SIKO;
- регулировка по оси «Z» - с пневматическим управлением;
- каждый фрезерный агрегат расположен на каретке, которая перемещается по 4-м направляющим и ШВП.

ТРЕТЬЯ СТАНЦИЯ ОБРАБОТКИ:
- Вертикальные сверлильные группы (опция)
- 2 группы вертикального сверления, смонтированы на задней части горизонтальной несущей балки;
- двигатели приводов сверлильных головок по 1,5 л.с. со скоростью вращения 4.000 об./ мин;
- 9-ти шпиндельные сверлильные головки с шагом 32 мм, диаметром цилиндрического подсоединения 10 мм;
- с регулировками на направляющих типа «ласточкин хвост» по осям «X» и «Y» с механическими счетчиками модели SIKO;
- каждая сверлильная группа расположена на каретке, которая перемещается по 4-м направляющим при помощи ШВП.
- ход сверления по оси «Z» регулируется пневматическим цилиндром
 Все сверлильные головки 5-ти шпиндельные, СТАЛЬНЫЕ (не алюминиевые)
Все сверлильные головки 5-ти шпиндельные, СТАЛЬНЫЕ (не алюминиевые)
Все вертикальные головки с поворотом 0° - 90°
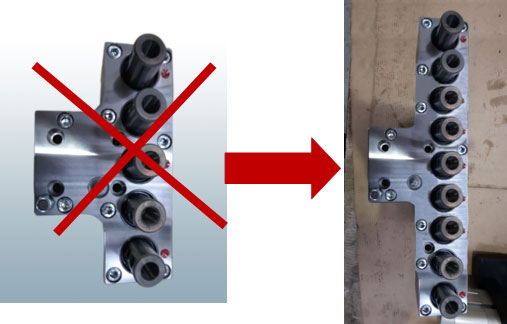
Горизонтальные сверлильные группы для сверления по задней кромке (опция)
- Агрегаты (один или несколько) могут быть установлены на место вертикальных сверлильных групп 3-й станции сверления.
- Таким образом, осуществляется сверление не только в торцы и пласть заготовок, но и в длинную часть кромки (заднюю).
Приводные ремни возврата заготовок в сторону оператора
- После того, как заготовки опустились на нижний уровень, они попадают на приводные транспортные ремни, которые возвращают их в сторону оператора.
- В конце транспортных ремней находится небольшой накопительный буфер, который позволяет оператору чередовать время, необходимое на подгрузку магазина подачи с временем, необходимым на разгрузку накопительного буфера.
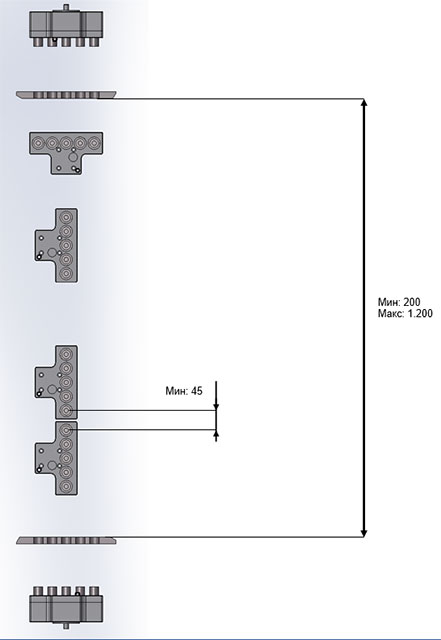
| ГАБАРИТЫ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | |
| Длина (мин. – макс.) | 200 мм – 1.200 мм |
| с фрезерными группами (опция) | 290 мм – 1.200 мм |
| Ширина (мин. – макс.) | 35 мм – 250 мм |
| Толщина (мин. – макс.) | 12 мм – 30 мм |
Другие размеры – по запросу.
ПРОИЗВОДИТЕЛЬНОСТЬ
- При неперекрещивающихся вертикальных и горизонтальных отверстиях - 16 шт./мин.
- При перекрещивающихся вертикальных и горизонтальных отверстиях - 14 шт./мин.
- При фрезеровании (опция) и вертикальном + горизонтальном сверлении - 12 шт./мин.
ВОЗМОЖНЫЕ ОПЦИИ:
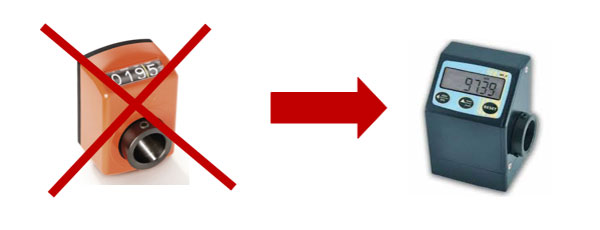
- Цифровые индикаторы регулировок позиционирования по оси «Х» (позиция на поперечной траверсе) для вертикальных сверлильных узлов взамен механических счетчиков «SIKO»
- Квота гарантируется датчиком с магнитной лентой (точность ±0,1мм).
- Замена 5-ти шпиндельных сверлильных головок на 9-ти шпиндельные
Любое иное межосевое расстояние помимо 32 мм возможно по дополнительному запросу.
- Увеличение количества вертикальных сверлильных головок (на 1-й и 3-й станциях обработки) до 5-ти штук (вместо 2-х).
Размеры заготовок
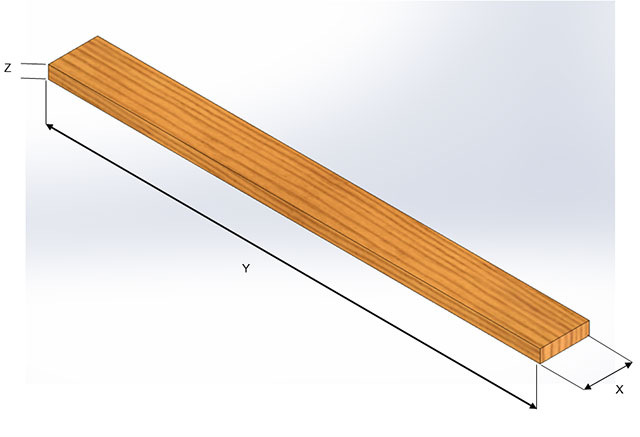
| X | Y | Z | |
| Мин. | 35 | 290 | 12 |
| Макс. | 150 | 1200 | 30 |
Минимальные и максимальные параметры сверления для головки с шагом 32 х 32 мм
Еще гибкий сверлильный станок для ящичной группы и профилей:






 Станок ранее не работал, либо находился в шоу-руме. На такие станки предоставляется гарантия 12 месяцев.
Станок ранее не работал, либо находился в шоу-руме. На такие станки предоставляется гарантия 12 месяцев. Станок в состоянии «Look as new», т.е. станок полностью восстановленный до состояния «как новый», за исключением окраски станка. На такие станки предоставляется гарантия 12 месяцев.
Станок в состоянии «Look as new», т.е. станок полностью восстановленный до состояния «как новый», за исключением окраски станка. На такие станки предоставляется гарантия 12 месяцев. Станок в состоянии «Протестированный, отремонтированный», т.е. на станке заменены вышедшие из строя детали. Станок протестирован. На такие станки предоставляется гарантия 6 месяцев.
Станок в состоянии «Протестированный, отремонтированный», т.е. на станке заменены вышедшие из строя детали. Станок протестирован. На такие станки предоставляется гарантия 6 месяцев. Станок «В рабочем состоянии», т.е. станок протестирован и установлено, что на момент продажи он находится в рабочем состоянии. На такие станки гарантия не предоставляется.
Станок «В рабочем состоянии», т.е. станок протестирован и установлено, что на момент продажи он находится в рабочем состоянии. На такие станки гарантия не предоставляется. Станок в состоянии «Такой как есть», т.е. станок не тестировался и не ремонтировался. Станок продается таким, как его видно на фото. На такие станки гарантия не предоставляется.
Станок в состоянии «Такой как есть», т.е. станок не тестировался и не ремонтировался. Станок продается таким, как его видно на фото. На такие станки гарантия не предоставляется. Станок может быть поставлен полностью восстановленым до состояния «как новый», или же может быть поставлен в какой-либо иной категории состояния. Цена – по запросу.
Станок может быть поставлен полностью восстановленым до состояния «как новый», или же может быть поставлен в какой-либо иной категории состояния. Цена – по запросу.