 OOO "ТЕКНОКОМ-ЮГ"
OOO "ТЕКНОКОМ-ЮГ"
- Главная
- Полезные статьи о деревообрабатывающем оборудовании
- Как выбрать кромкооблицовочный станок?
Как выбрать кромкооблицовочный станок?
При подборе кромкооблицовочного станка надо отталкиваться от следующих параметров:
- Производительность.
- Какое качество приклейки и обработки кромки является достаточным.
- Какой кромочный материал планируется использовать.
- Тип применяемого клея.
- Запланированный бюджет на покупку станка.
ИТАК,
- ПРОИЗВОДИТЕЛЬНОСТЬ.
По производительности условно разделим станки на 4 группы:
- Станки легкой группы со скоростью подачи до 10 м/минуту

- Станки средней группы со скоростью подачи от 10 до 18 м/минуту.

- Станки тяжелой группы со скоростью подачи от 18 до 40 м/минуту.

- Двусторонние и четырехсторонние кромкооблицовочные линии
- Однако при подборе станка по скорости подачи надо быть очень внимательным, т.к. могут быть скрытые моменты, которые ограничат его производительность, например:
- поставщиком заявляется паспортная скорость станка 22 м/минуту, однако в перечне обрабатывающих групп указывается, что группа закруглителей углов работает при скорости не более 18/мин. Таком образом, при обработке толстой кромки ПВХ станок при первом проходе (когда закруглители не нужны) будет работать на скорости 22 м/мин., но уже при втором проходе, когда понадобиться подключать группу закруглителей, скорость подачи будет не более 18 м/мин.
- или в основных технических характеристиках станка декларируется скорость подачи 40 м/мин., однако в скобках указывается, что такая скорость может быть только для работы группы прифуговки, т.е. если подключаются нормальные группы для полноценной кромкооблицовки, то скорость будет реально не более 30 м/мин.
- также некоторые производители при поставке 4-х сторонних линии кромкооблицовки указывают максимальную скорость подачи 40 м/мин, но при этом не доводят до сведения клиента, что максимальная скорость группы разворота панели на 90° не может быть более 30 м/мин., иначе просто панель просто вылетит из линии.
- кроме того необходимо учитывать и т.н. «слепое» пространство между панелями. Чем больше скорость подачи, тем бо́льшую дистанцию между панелями надо оставлять при загрузке панелей в станок, иначе группы будут срабатывать некорректно. Поэтому нельзя допускать ошибку при расчетах, например, что при скорости работы 20 м/мин за час будут обработаны 1.200 погонных метров кромки (60 минут х 20 м/мин).
Во-первых, необходимо всегда при расчете брать поправку на потерю рабочего времени, связанную с различными переналадками, технологическими перерывами и пр., что составляет порядка 20-25% в рабочую смену.
А во-вторых, учитывать интервал между панелями, что, например, для станка SCM Stefani KD составляет 550 мм при подаче на скорости 10 м/мин и 700 мм при подаче на скорости 20 м/мин.
Помимо скорости подачи, производительность также определяется параметрами автоматизации станка при переходе на другой тип кромки или другой цвет/тип клея.
Отсюда нам легко перейти ко второму пункту:
- КАКОЕ КАЧЕСТВО ПРИКЛЕЙКИ И ОБРАБОТКИ КРОМКИ ЯВЛЯЕТСЯ ДОСТАТОЧНЫМ.

- Дело в том, что СТАНКИ ЛЁГКОЙ ГРУППЫ не могут быть оснащены всем тем перечнем дополнительных опций и агрегатов, которые могут быть установлены на станках более высокого класса.
- Например, может быть установлен узел кромочной цикли, но не хватит места на станине для установки клеевой цикли. Или, можно установить обе цикли, но не хватит места для установки узла закругления углов. И так далее.
- Кроме того, на эти станки нет смысла устанавливать мультирадиусные инструменты для быстрого перехода с одного типа кромки на другой, например, с кромки толщиной 0,4 мм на кромку 1,5 мм. Установка мультирадиусного инструмента влечет за собой монтаж на станке пневматических систем или серводвигателей для быстрого перехода с одного радиуса обработки на другой, и тогда станок вырастает по цене и переходит в другой, более высокий класс оборудования.
- Также на эти станки не устанавливаются универсальные клееванны, позволяющие работать как с клеем-расплавом EVA, так и с полиуретановым клеем в гранулах. Такие клееванны достаточно дороги и автоматически выбивают станок в более высокий класс. Опционально, на станках лёгкого класса, предлагается приобретать сменную клееванну для PUR-клея.
- Не могут быть здесь также установлены и вертикальные магазины для нескольких цветов кромок. Это невозможно даже опционально – такова конструкция станков лёгкой группы.
- СТАНКИ СРЕДНЕЙ ГРУППЫ уже имеет бо́льшую длину станины и позволяют:
- Установить ПРАКТИЧЕСКИ все основные группы обработки. Ключевое слово – ПРАКТИЧЕСКИ. Например, зачастую не предусмотрена установка узла пазования под заднюю стенку. Или группы фенов для восстановления цвета глянцевых кромок. Опять же и здесь мы не имеем достаточно места, чтобы при больших скоростях осуществлять все виды обработок.
- Установить мультирадиусные инструменты для быстрого перехода с кромки одной толщины на другую. Причем, опционально, здесь уже могут монтироваться как пневматические системы для быстрой смены радиуса инструмента, так и электронные – с сервоприводами.
- Монтировать комбинированные клееванны для работы с клеями-расплавами типа «EVA» и с полиуретановыми клеями в гранулах.
- Устанавливать системы типа «AirFusion» или «HotAir» для бесшовного приклеивания т.н «лазерной кромки».
- По-прежнему не устанавливаются вертикальные магазины с автоподачей кромок разного типа/цвета.
- Верхний прижим детали к транспортеру подачи осуществляется при помощи подпружиненных роликов. Установка клиновидного прижимного ремня невозможна даже в качестве опции – не те скорости.
- СТАНКИ ТЯЖЁЛОЙ ГРУППЫ – здесь уже возможно абсолютно всё!
- Любой набор обрабатывающих групп.
- А также любые вспомогательные и дополнительные группы по одиночке или все вместе:
- группу нанесения антиадгезионной жидкости на пласти панелей,
- группу нанесения антиадгезионной жидкости на прижимные ролики узла клеенанесения,
- прогрев торца панели керамической лампой,
- группы охлаждения инструментов во избежание налипания на них клея
- группу распыления полировальной жидкости,
- группу распыления жидкости для глянцевых, деликатных кромок и кромок с нанесенной сверху защитной пленкой,
- систему копиров «Нестинг» для узла обрезки верхних/нижних свесов кромки, а также для узла кромочных цикль, позволяющей кромить детали с уже рассверленными отверстиями под фурнитуру,
- многоместные вертикальные магазины для кромочного материала,

- прижим деталей к транспортеру подачи через клиновидный ремень.

- Может быть установлена любая система автоматизации для быстрого перехода с одного типа кромки на другой – от 2-х радиусной пневматической до мультирадиусной электронной с сервоприводами для каждой группы обработки.
- Станок может быть встроен в ячейку с автоматической загрузкой, разгрузкой или возвратом детали.

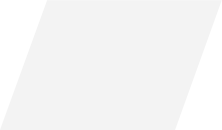
- ДВУСТОРОННИЕ И ЧЕТЫРЕХСТОРОННИЕ КРОМКООБЛИЦОВОЧНЫЕ ЛИНИИ.
- Линии, созданные на базе станков тяжелого класса, работающие на тех же скоростях, но способные за 1 проход обработать панель по 2-м или 4-м сторонам.
- Те же группы, что и на станках тяжелого класса.
- Здесь упор уже делается на согласованность станков в линии, возможности автоматизации процессов загрузки и разгрузки, сокращение потерь рабочего времени за счёт максимальной автоматизации переналадок, безостановочную работу.

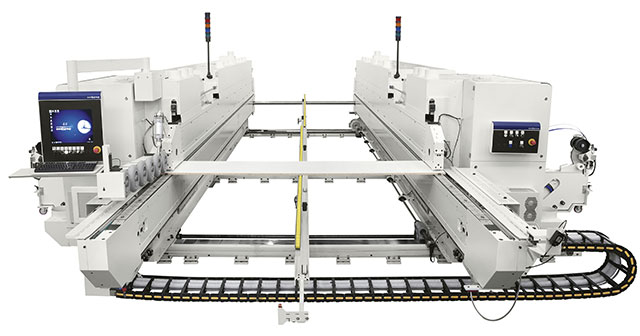
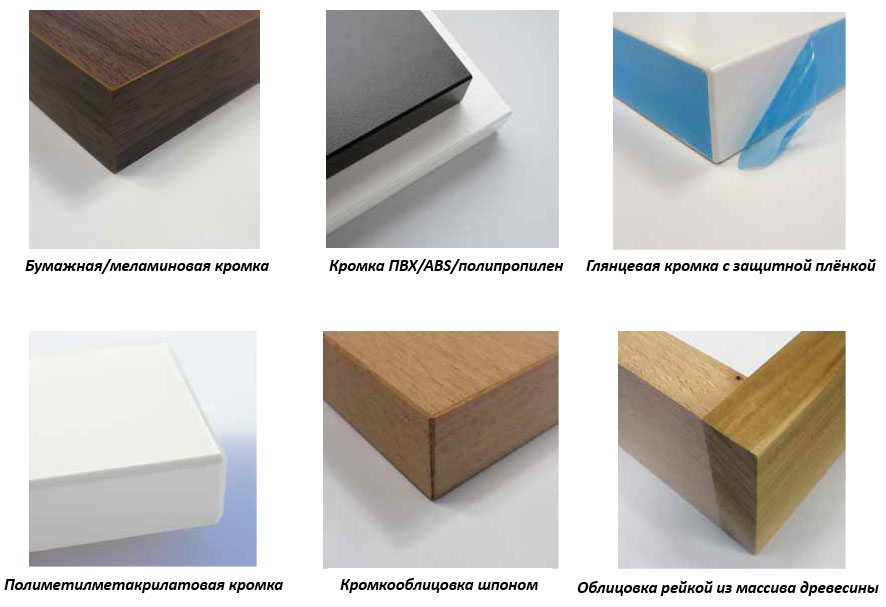
- КАКОЙ КРОМОЧНЫЙ МАТЕРИАЛ ПЛАНИРУЕТСЯ ИСПОЛЬЗОВАТЬ.
| Применяемые кромочные материалы: | |
|  |
|  |
|  |
- Наиболее популярные применяемые кромочные материалы – меламин 0,4 мм, а также ПВХ толщинами от 0,4 до 2 мм.
- При подборе кромкооблицовочного станка следует учесть, что если станок планируется использовать, например, чисто под меламиновую кромку, то не имеет смысла комплектовать его группой закруглителей, группой кромочной цикли и группой полировки кромки.
- Также нет смысла компоновать машину лишними группами «на всякий случай», например, «сейчас мы не клеим рейку, но вдруг в будущем понадобится, поэтому давайте, на всякий случай, поставим агрегаты для обработки деревянной кромки». Такой подход удорожит и усложнит станок, и с вероятностью 99,99% эти группы в дальнейшем использоваться не будут.
- Определившись, какие типы кромок будут обрабатываться на станке, надо учесть также и желаемую скорость подачи – здесь тоже возникает альтернатива по подбору групп обработки. Так, например, если будет обрабатываться кромка ПВХ толщиной 2 или 3 мм при скорости подачи 25 – 30 м/мин, то желательно обрезку верхних и нижних свесов делать не одной группой, а двумя: первая группа делает черновую обрезку свесов, а вторая группа – чистовую и фрезерует радиус.
- ТИП ПРИМЕНЯЕМОГО КЛЕЯ
Распространенные типы клеёв для кромкооблицовочных станков:
- Клей-расплав EVA (этиленвинилацетат)
- Клей-расплав РО (полиолефиновый клей)
- Клей-расплав PA (полиамидный клей)
- PUR (полиуретановый клей)
- «Бесклеевые» технологии облицовки т.н. «лазерной кромкой»
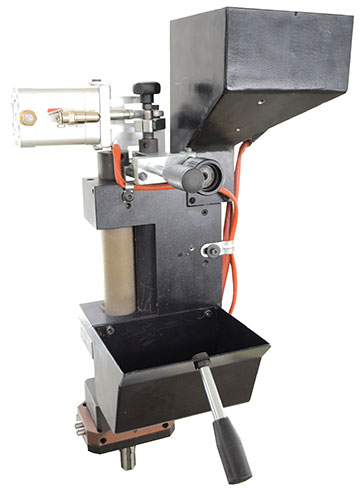
Для первых 3-х клеёв вполне подходят стандартные клееванны:

Эти клееванны стандартно устанавливаются на кромкооблицовочных станках легкой серии.
Наиболее распространенные типы клеёв – EVA и PUR.
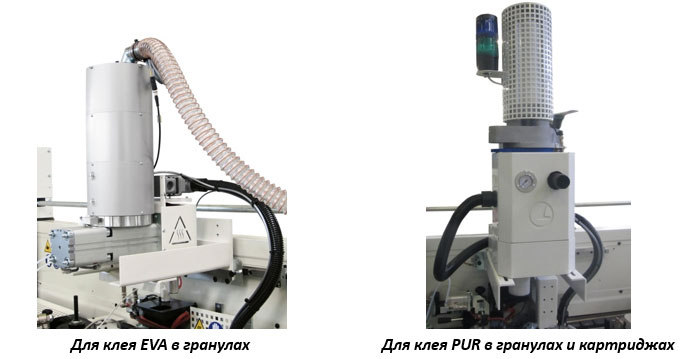
На станках средней (опционально) и тяжелой группы (стандартно) применяются комбинированные клееванны, позволяющие использовать оба этих типа клея в гранулах.
Причем на станках тяжелой серии уже можно устанавливать предплавители клея:

«Бесклеевые» или бесшовные технологии облицовки т.н. «лазерной кромкой» впервые были представлены производителями кромочных материалов фирмами Doellken и Rehau на выставке «Interzum» в Кёльне в 2007 году.

Лазерная кромка – это двухслойная кромка, внутренний слой которой (толщиной 0,2 мм) под воздействием лазерного луча плавится и обеспечивает бесшовное соединение с плитой.

Однако агрегаты по лазерному плавлению кромки оказались довольно дорогими, вначале их попытались заменить на плазменные устройства, а в последнее время наиболее широко используется технология плавления внутреннего слоя лазерной кромки при помощи горячего воздуха, изобретенная немецкой фирмой Schugoma и сейчас активно применяемая абсолютно всеми производителями кромкооблицовочных станков.
- БЮДЖЕТ
 Обозначивая ориентировочный бюджет, мы будем говорить только об европейских производителях кромкооблицовочных станков.
Обозначивая ориентировочный бюджет, мы будем говорить только об европейских производителях кромкооблицовочных станков.
Итак:
- Станки лёгкой группы – от 10.000 € до 30.000 €
- Станки средней группы – от 30.000 € до 80.000 €
- Станки тяжелой группы – от 80.000 € до 200.000 €
Следует учитывать, что бюджет указан сильно приблизительно и зависит от производителя оборудования, компоновки станка, условий поставки, наличия или отсутствия НДС.
 Станок ранее не работал, либо находился в шоу-руме. На такие станки предоставляется гарантия 12 месяцев.
Станок ранее не работал, либо находился в шоу-руме. На такие станки предоставляется гарантия 12 месяцев. Станок в состоянии «Look as new», т.е. станок полностью восстановленный до состояния «как новый», за исключением окраски станка. На такие станки предоставляется гарантия 12 месяцев.
Станок в состоянии «Look as new», т.е. станок полностью восстановленный до состояния «как новый», за исключением окраски станка. На такие станки предоставляется гарантия 12 месяцев. Станок в состоянии «Протестированный, отремонтированный», т.е. на станке заменены вышедшие из строя детали. Станок протестирован. На такие станки предоставляется гарантия 6 месяцев.
Станок в состоянии «Протестированный, отремонтированный», т.е. на станке заменены вышедшие из строя детали. Станок протестирован. На такие станки предоставляется гарантия 6 месяцев. Станок «В рабочем состоянии», т.е. станок протестирован и установлено, что на момент продажи он находится в рабочем состоянии. На такие станки гарантия не предоставляется.
Станок «В рабочем состоянии», т.е. станок протестирован и установлено, что на момент продажи он находится в рабочем состоянии. На такие станки гарантия не предоставляется. Станок в состоянии «Такой как есть», т.е. станок не тестировался и не ремонтировался. Станок продается таким, как его видно на фото. На такие станки гарантия не предоставляется.
Станок в состоянии «Такой как есть», т.е. станок не тестировался и не ремонтировался. Станок продается таким, как его видно на фото. На такие станки гарантия не предоставляется. Станок может быть поставлен полностью восстановленым до состояния «как новый», или же может быть поставлен в какой-либо иной категории состояния. Цена – по запросу.
Станок может быть поставлен полностью восстановленым до состояния «как новый», или же может быть поставлен в какой-либо иной категории состояния. Цена – по запросу.